

6. Системы автоматического регулирования продольной приводки
Продольная или окружная, неприводка состоит в том, что имеет место ошибка в наложении красок по ходу движения бумаги.
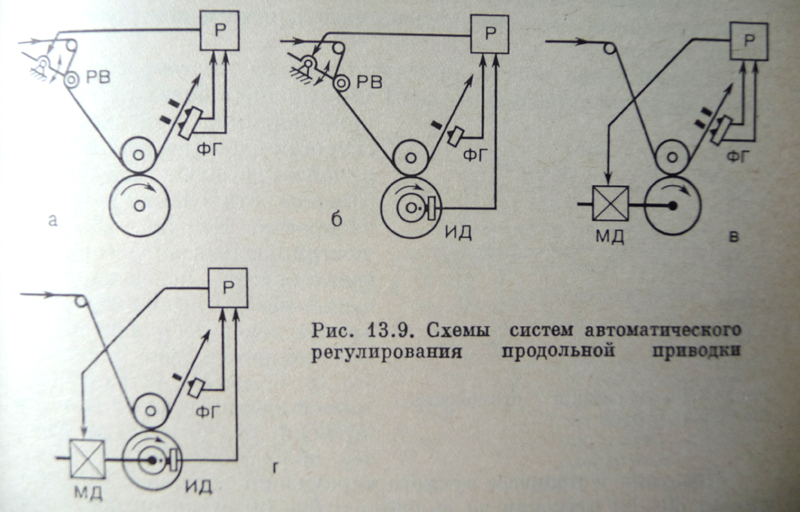
Использование 2-х методов контроля приводки и 2-х способов приложения регулирующего воздействия предопределило построение системы автоматического регулирования приводки в 4-х вариантах:
а) Контроль совмещения красок производится по меткам на бумажной ленте, а компенсация рассогласования обеспечивается регистровыми валиками (РВ), изменяющими длину пути ленты между печатными секциями.
б) Совмещение красок контролируется путем сопоставления импульсов от метки на бумажной ленте и от датчика формного цилиндра.
в-г) Системы обеспечивают точность приводки путем изменения фазового угла соответствующих формных цилиндров с помощью двигателя МД: по меткам на бумажной ленте и по импульсам от метки на ленте и от датчика формного цилиндра.
Автоматизированные устройства измерения приводки красок могут распознавать отклонения, количественно их оценивать и отображать для печатника на мониторе. Кроме того, такие устройства могут передавать данные для коррекции приводки непосредственно в систему настройки печатной машины.
7. Гибкие производственные системы. Понятие гибкого производственного модуля, гибкой автоматизированной линии, участка, цеха и предприятия
Гибкая производственная система (ГПС) – совокупность технологического оборудования, роботизированных технологических комплексов, гибких производственных модулей, отдельных технологических машин и систем управления их функционированием, обладающая свойством автоматической переналадки при производстве широкого круга номенклатуры в заданных пределах ее характеристик.
Гибкий производственный модуль (ГПМ) является основной единицей производственного оборудования с программной настройкой, функционирующей автономно и автоматически осуществляющей все функции, связанные с технологическим процессом.
Гибкая автоматизированная линия (ГАЛ) представляет собой ГПС, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий автоматизированный участок (ГАУ) является ГПС, функционирующей по заданному технологическому маршруту, в котором предусмотрена возможность изменения последовательности технологических операций.
Гибкий автоматизированный цех (ГАЦ) – это гибкое производство, представляющее собой в различных сочетаниях совокупность ГАЛ, роботизированных технологических линий, ГАУ, роботизированных технологических участков для изготовления изделий нужной номенклатуры.
Система обеспечения функционирования ГПС образуется в общем случае совокупностью взаимосвязанных автоматизированных систем проектирования выпуска изделий, технологической подготовки производства, управления ГПС с помощью ЭВМ и автоматического перемещения предметов производства и технологической оснастки.
9. Интегрированные системы управления полиграфическим производством. Понятие рабочего потока. Цели горизонтальной интеграции полиграфического производства. Сущность интерфейса cip3. Протокол связи ppf
Рабочий поток – набор последовательно и параллельно выполняемых операций, которые в совокупности решают некоторую производственную задачу. Понятие рабочего потока концентрируется не на выполнении действий и операций, а на проблемах, возникающих при переходах с операции на операцию. Это вопросы согласования и очередности отдельных действий, проверки различных условий, а также общий контроль (мониторинг) всех действий.
Одной из важных особенностей CIP-технологии является так называемое «планирование против течения», или определение всего рабочего цикла с конца, с послепечатных операций.
PPF (Print Production Format) – специальный компьютерный формат для печатного производства. Он лег в основу спецификаций в технологии CIP3, используемых для работы с карточками заданий. За основу была взята идея – объединить в одном электронном документе задания параметров в процессах нанесения краски, резки и фальцовки. Был сделан вывод, что информация о них должна закладываться еще на стадии допечатного производства. Суть формата – дать на допечатной стадии электронное руководство для выполнения последующих операций. Особенности PPF: не привязан к определенному виду печати, независим от используемых платформ (операционных систем), не содержит технических данных оборудования, является открытым.
--. Электромеханическое устройство для регулирования поперечной приводки бумажной ленты
Чувствительным элементом устройства, которое контролирует положение боковой кромки бумажной ленты БЛ, является фотосопротивление ФС, освещаемое в процессе работы лампой ЛО. Фотосопротивление R1 составляет плечо измерительного моста, остальные три плеча которого образуют постоянные сопротивления R2, R3 и R4.
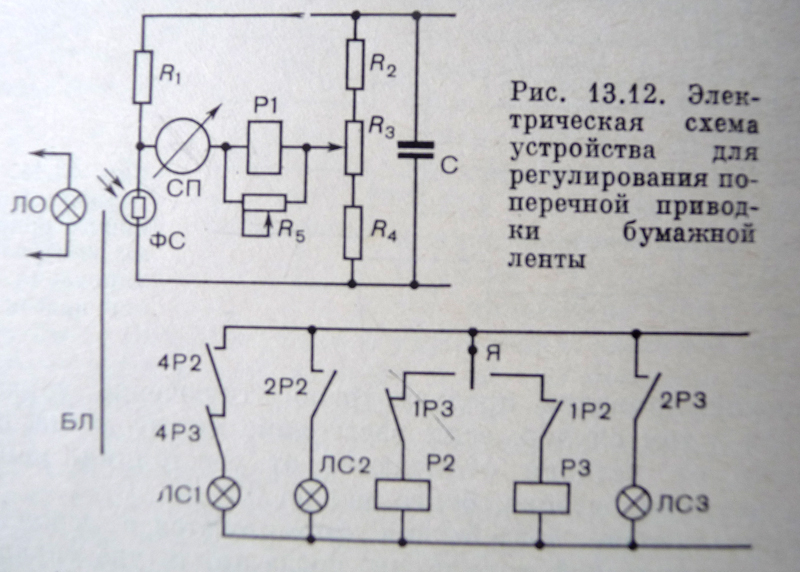
В диагональ измерительного моста последовательно включены обмотка поляризованного реле Р1 и стрелочный прибор СП с нулем посередине. Параллельно обмотке реле Р1 включен реостат R5, позволяющий регулировать порог срабатывания Р1.
При нормальном положении бумажная лента наполовину перекрывает щель кожуха ФС. В этом случае измерительный мост находится в равновесии, стрелка СП стоит на нуле, а якорек Я реле Р1 находится в нейтральном положении. При смещении края бумажной ленты перекрытие щели ФС изменяется, равновесие моста нарушается и в зависимости от направления смещения реле Р1 своим якорьком включает реле Р2 или Р3, которые управляют исполнительным механизмом и световой сигнализацией. При нормальном положении ленты горит лампа ЛС1, после смещения влево – лампа ЛС2, и при смещении вправо – лампа ЛС3. Блокирование реле Р2 и Р3 производится контактами 1Р3 и 1Р2.