§ 125 Штамповка на кривошипных горячештамповочных прессах
Кривошипные прессы представляют собой многочисленный класс кузнечно-штамповочных машин, у которых рабочий орган — ползун, несущий инструмент, приводится в возвратно-поступательное движение при помощи кривошипно-шатунного механизма.
В отличие от молотов кривошипные прессы имеют так называемый жесткий график движения рабочего органа — ползуна. Это значит, что ползун движется при каждом ходе по одному и тому же определенному закону: каждому углу поворота кривошипного вала соответствуют определенное положение ползуна и определенная его скорость. Полный путь (ход) движения ползуна в каждом направлении (вверх и вниз) одинаков и равен удвоенному радиусу кривошипа, а скорость в крайних точках (внизу и вверху) всегда равна нулю, так как в этих точках происходит перемена направления движения.
Кривошипные прессы, предназначенные для горячей штамповки, отличаются особой жесткостью конструкции в целях снижения упругих деформаций, усиленными направляющими для обеспечения точности в движении ползуна и наличием выталкивателей в столе и ползуне (верхний и нижний выталкиватели), обеспечивающих возможность автоматически извлекать поковку из штампов.
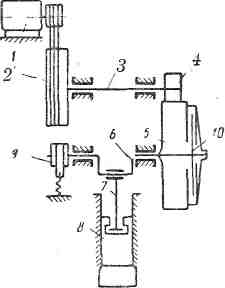
.Кинематическая схема кривошипного штамповочного пресса представлена на фиг. 172. Электродвигатель 1 передает движение клиновыми ремнями на шкив 2, сидящий на приемном (промежуточном) валу 3, на другом конце которого сидит малое зубчатое колесо 4. Это колесо ведет большое зубчатое колесо 5, свободно вращающееся на кривошипном валу 6. При помощи фрикционной дисковой муфты 10 с пневматическим зажимом зубчатое колесо 5 может быть сцеплено с кривошипным валом 6, и тогда последний придет во вращение; шатун 7 будет преобразовывать вращательное движение вала 6 в поступательное движение ползуна 8. Для остановки вращения кривошипного вала после выключения муфты служит тормоз 9.
На фиг. 173 дана конструктивная схема кривошипного штамповочного пресса, показывающая расположение выталкивателей. Верхний выталкиватель действует от шатуна пресса, который выступом / при обратном ходе ползуна надавливает на стержень 2 и через рычаг 3 продвигает толкатель 4 вертикально вниз. Нижний выталкиватель действует от рычага 5, который поднимается от кулака 6, сидящего на валике 7. Последний получает вращение через систему (тяги, рычага и кулака), расположенную на одном из концов кривошипного вала (на фиг. 173 не показаны).
Кривошипные прессы для горячей штамповки строят с усилием по ползуну 200—10 000 т. Последний пресс заменяет паро-воздушный штамповочный молот с весом падающих частей 10 т.
На кривошипных прессах для горячей штамповки можно осуществлять различные виды штамповочных работ, в том числе штамповку в открытых штампах с образованием заусенца в плоскости разъема, т. е. в штампах, аналогичных молотовым, штамповку выдавливанием, штамповку прошивкой и различные комбинированные работы.
Штамповка в открытых штампах на кривошипных прессах имеет ряд преимуществ по сравнению со штамповкой на молотах и является прогрессивным методом штамповки в крупносерийном и массовом производстве.
Основные преимущества ее следующие: увеличенная точность штамповки, особенно по высоте поковки, в связи с жестким ходом ползуна; возможность снижения штамповочных уклонов ввиду наличия выталкивателей; повышенная производительность, превышающая производительность молота в 1,5— 3 раза, в связи с тем что каждый переход осуществляется за один ход пресса, а не за несколько ударов, как это имеет место на молоте (количество ходов пресса в минуту и число ударов эквивалентного ему молота практически одинаковы); возможность механизации и даже автоматизации подачи заготовок в штамп; меньший удельный расход энергии; большая безопасность в работе и отсутствие сотрясения при работе пресса.
Кривошипный пресс может быть применен для получения всех видов поковок, штампуемых на молотах. Однако необходимо соблюдать ряд условий, учитывающих особенности штамповки на этом прессе. Условия эти следующие.
Заготовка, поступающая в штамп пресса, должна быть очищена oт окалины. Желателен индукционный электронагрев заготовок, при котором окалина практически не образуется.
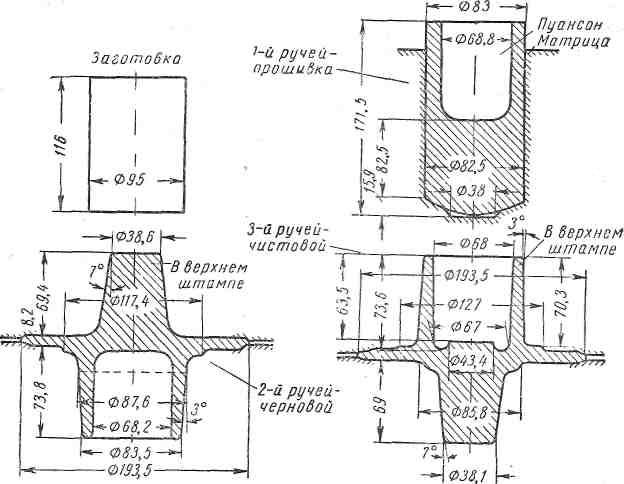
Для поковки с резко отличающимися площадями поперечных сечений в различных участках ее длины, требующей при штамповке на молоте применения подкатных и протяжных ручьев, необходимо делать предварительную фасонную заготовку на другой машине, например на ковочных вальцах, или применять периодический прокат, так как операции подкатки и протяжки на прессе трудновыполнимы и нерентабельны.
Д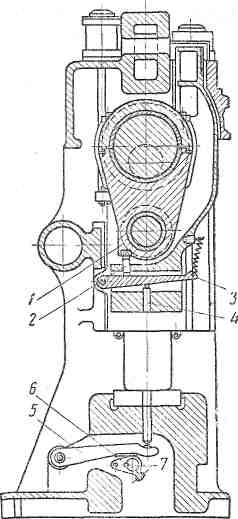 ля
работы под прессом необходимо применять
специально сконструированные
штамповые ручьи. Под действием
развиваемого усилия части пресса упруго
деформируются (стойки пресса удлиняются,
кривошипный вал прогибается и т. п.).
Вследствие этого в конечный момент
штамповки половины штампов не доходят
до соприкосновения; между ними остается,
зазор, на величину которого увеличивается
высота отштампованй
поковки.
ля
работы под прессом необходимо применять
специально сконструированные
штамповые ручьи. Под действием
развиваемого усилия части пресса упруго
деформируются (стойки пресса удлиняются,
кривошипный вал прогибается и т. п.).
Вследствие этого в конечный момент
штамповки половины штампов не доходят
до соприкосновения; между ними остается,
зазор, на величину которого увеличивается
высота отштампованй
поковки.
Фиг. 172. Кинематическая схема кривошипного пресса
Фиг. 173. Конструктивная схема
кривошипного штамповочного
пресса.
штампуемых на молотах. Однако необходимо соблюдать ряд условий, учитывающих особенности штамповки на этом прессе. Условия эти следующие.
Заготовка, поступающая в штамп пресса, должна быть очищена o;i окалины. Желателен индукционный электронагрев заготовок, при котором окалина практически не образуется.
Для поковки с резко отличающимися площадями поперечных сечений в различных участках ее длины, требующей при штамповке на молоте применения подкатных и протяжных ручьев, необходимо делать предварительную фасонную заготовку на другой машине, например на ковочных вальцах, или применять периодический прокат, так как операции подкатки и протяжки на прессе трудновыполнимы и нерентабельны.
Для работы под прессом необходимо применять специально сконструированные штамповые ручьи. Под действием развиваемого усилия части пресса упруго деформируются (стойки пресса удлиняются, кривошипный вал прогибается и т. п.). Вследствие этого в конечный момент штамповки половины штампов не доходят до соприкосновения; между ними остается, зазор, на величину которого увеличивается поковки.
Отсюда следует, что для получения правильного размера поковки по высоте глубина полостей в сомкнутых штампах должна быть меньше на величину образующегося зазора между половинками штампов в момент штамповки.
В штампах под кривошипные прессы необходимо предусматривать предварительные штамповочные ручьи, чтобы формообразование шло постепенно и предыдущий переход облегчал заполнение формы полости на последующем переходе (фиг. 174).
При сниженных штамповочных уклонах часть полости нижнего и верхнего штампов надо оформлять как отдельные детали — выталкиватели / и 2 (фиг. 175), которые приводятся в действие от выталкивающих приспособлений, предусмотренных в конструкции стола и ползуна пресса.
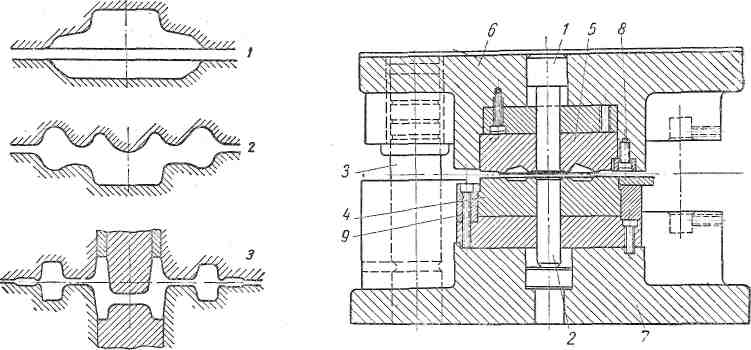
Фиг. 174. Последовательные пе- Фиг. 175. Штамп кривошипного пресса,
реходы при штамповке зубчатого колеса на кривошипном прессе.
Наконец, для обеспечения максимальной точности взаимного направления верхнего и нижнего штампов рекомендуется применять направляющие колонки 3.
Ручьи штампов под кривошипные прессы конструируют обычно в виде вставок 4 и 5, закрепляемых в плитах-обоймах 6 и 7 болтами 8 и при помощи планок 9. Для наладки штампа предусматривают регулировочные болты.
Штамповка выдавливанием заключается в том, что заготовку помещают в матрицу (нижний штамп), имеющую отверстие в донной части. Пуансон (верхний штамп), входя в полость матрицы сверху, замыкает ее, давит на заготовку, и металл вследствие этого вытекает через отверстие в донной части матрицы. Таким образом, при этом процессе деформирования заготовка получает уменьшенное сечение по сравнению с исходной.
Этот процесс принципиально одинаков с процессом прессования цветных металлов, рассмотренным в главе XXI, и в применении к черным металлам является прогрессивным.
Штамповку прошивкой применяют для получения пустотелых изделий. Она заключается в том, что часть металла заготовки выдавливается в кольцевой зазор между пуансоном и матрицей (фиг. 176).
Комбинированные работы, осуществляемые на кривошипных прессах, весьма разнообразны. Комбинируют как различные oпeрации с осуществлением их всех на кривошипном прессе, так и работу кривошипного пресса агрегатно с другими машинами