

Изготовление крупных литейных форм
Крупные отливки заливают в ямах. Стенки ямы изготовляют из бетона, что предотвращает проникновение в форму почвенных вод.
Изготовленная на Краматорском заводе имени Сталина форма для нижней части патрубка турбины на 100 000 кет показана на фиг. 48, а.
Формовку производили в литейной яме размером 9 X 6 X 5 л с бетонными стенками и дном толщиной 500 мм. Крепление такой формы должно
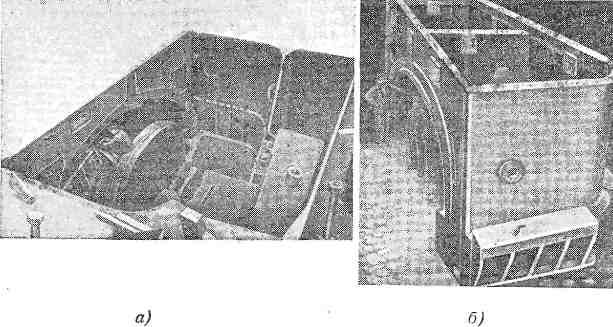
Фиг. 48. Изготовление формы для патрубка паровой турбины на 100 000 Квт
а — формовка; б — готовая отливка
было быть основательным, так как давление металла, поднимающее верхнюю опоку, составляло около 420 т.
На дно бетонной ямы укладывали в два ряда двутавровые балки; на эти балки были надеты болты для крепления формы, концы болтов возвышались над ямой на 1110 мм.
На второй ряд балок укладывали плиты, на которых обычным кирпичом выкладывали формы с таким расчетом, чтобы кирпич не доходил до модели на 45—50 мм. С наружной стороны кирпичной кладки насыпали слой мелкого кокса, к которому были подведены газоотводящие трубы диаметром 80 мм. Поставив модель, наполняли форму сначала наполнительной, а затем облицовочной смесью. . Для получения внутренней части отливки применяли стержни. Стержни изготовляли из наполнительной и облицовочной смеси. Для лучшей газопроницаемости внутрь стержней засыпали кокс, а наружу выводили вентиляционные трубы. Внутри стержней затрамбовывали арматуру, состоящую из балок, плит и фасонных литых каркасов.
После снятия верхней опоки извлекали модель, форму окрашивали и сушили переносными сушилами, затем ее собирали. Затянув крепежные болты и установив 100 т груза, форму заливали. Заливали деталь одновременно из двух ковшей в две литниковые чаши. Готовая отливка показана на фиг. 48, б.
Изготовление форм со съемной опокой при помощи модельной плиты
(безопочная формовка)
Как уже указывалось
выше, применение модельных плит вместо
отдельных
моделей резко увеличивает производительность
труда и обеспечивает получение
отливок лучшего качества. Вместе с тем
использование модельных
плит возможно только при наличии большого
парка точных взаимозаменяемых опок,
что усложняет организацию производства
и требует больших
первоначальных затрат. Этот недостаток
отпадает при использовании так называемой
съемной опоки, которая служит только
в процессе
изготовления формы.
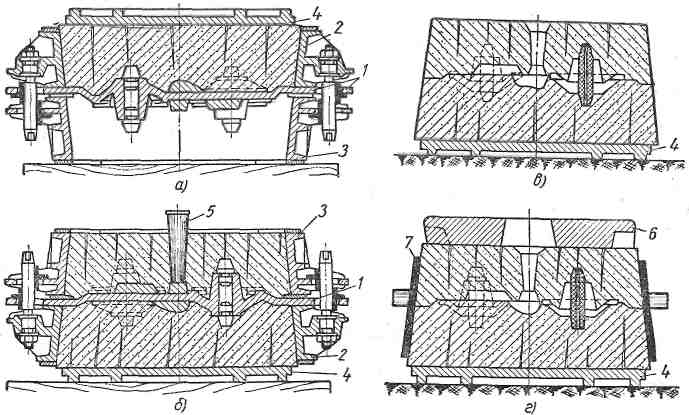
Фиг. 49. Изготовление формы при помощи съемной опоки.
С готовой формы опока снимается и используется для изготовления следующей формы.
Съемную опоку изготовляют из алюминиевого сплава, и она имеет наклонные, с внутренней стороны гладко отполированные стенки.
Изготовление безопочных форм осуществляют при помощи двусторонней модельной плиты.
Формовку начинают со сборки нижней и верхней опок 2 и 3 (фиг. 49, а) на модельной плите /. В нижнюю опоку набивают формовочную смесь и сверху накладывают подопочный щиток 4. Затем опоки с плитой и щитком перевертывают, ставят модель стояка 5 (фиг. 49, б) и набивают верхнюю опоку. После окончания набивки вынимают модель стояка, снимают верхнюю опоку и затем модельную плиту. Далее в нижнюю опоку ставят стержни и накрывают ее верхней опокой. С собранной формы снимают одновременно обе опоки. Готовую форму (фиг. 49, в) на щитке 4 передают к месту заливки. Перед заливкой на форму надевают жакет (металлический кожух) 7 и кладут чугунную плиту 6 с отверстием для литника (фиг. 49, г). Плита и жакет необходимы для того, чтобы форму не разрушило во время заливки давлением металла изнутри.
Безопочную формовку можно производить как вручную, так и при помощи машин, где она оказывается наиболее производительной. В том и другом случае формы во время изготовления перевертывают и устанавливают на место заливки (или на конвейер) вручную, что является тяжелой операцией. По этой причине безопочную формовку применяют только для изготовления мелких отливок. К недостаткам этого способа следует отнести также то, что точность и качество отливок несколько снижаются по сравнению с опочной формовкой по модельным плитам.