

Режими різання
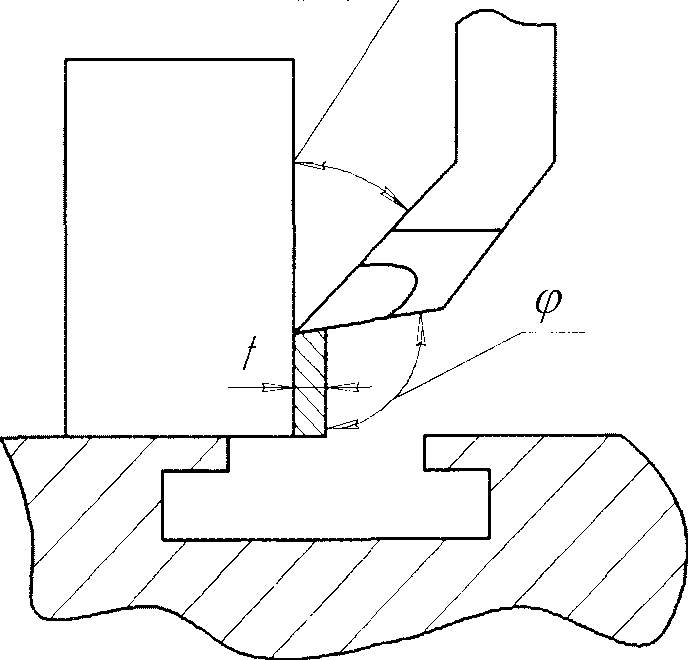
Глибина фрезерування t і ширина фрезерування В - це поняття, зв'язане з розмірами шару заготівки знімаємого при фрезерованні.
t - тривалість контакту зубів фрези з заготівкою. t вимірюють перпендикулярно до осі фрези.
В - довжина леза зуба фрези приймаючого участь в різанні. Виміряється паралельно осі фрези.
При торцевому фрезеруванні ці поняття міняються місцями
1) Подачі:
а) подачі на зуб Sz (мм/зуб)
б) подача на один оборот Sоб (мм/про)
в) подача хвилинна SМИН (мм/хв)
Sмин = Soб * n = SZ * z * n
Швидкість різання V м/хв
Частота обертання n про/хв n =1000 V / П D , де D - діаметр фрези
Потужність різання N (квт) - по 0/1В.
Тема 17: Обробка деталей на стругальних та довбальних верстатах. Нормування.
Стругальні верстати й область їхнього застосування.
Різальний інструмент при струганні, оброблювані поверхні.
Нормування стругальних та довбальних робіт.
Знати: Технологічні можливості строгальних та довбальних верстатів. Способи установки заготівок, інструмент та техоснащення.
Вміти: Скласти план строгальної та довбальної операції для обробки заданої деталі.
Література: Л8 ст.215; Л4 ст.245
Стругання застосовується в основному в дрібносерійному і серійному виробництві.
Стругальні роботи виконуються на повздовжньо-стругальних верстатах - де деталь закріплюється на столі верстата і робить разом з ним прямолінійні зворотньо-поступальні рухи при нерухомо закріпленому різці чи на поперечно-стругальних верстатах, де деталь нерухома, а різець робить прямолінійний зворотньо-поступальний рух.
Різальний інструмент при струганні.



У зв'язку з тим, що стругальний різець працює з ударним навантаженням, у різців зі швидкорізальної сталі, передній кут у робиться 5 - 10°, менше ніж у.токарських. Кут на фасці у, = - 15°.
Для збереження часу і зменшення руйнування різця кут нахилу головної крайки, що ріже, А, у прохідного і підрізного стругального різців, робиться позитивним (к = + 20°).
Радіус при вершині г = 1 - 2 мм; у відрізних г = 0,5 - 2,5 мм.
При струганні чавунів для чорнової обробки рекомендується V = 15 - 20 м/хв, для остаточної обробки: V = 4 - 12 м/хв. Подача 0,7 - 0,3, залежить від ширини різця.
Критерії вибору верстатів для обробки площин:
При перетині припуску від 10 до З0 мм - повздошно-стругальні верстати (установка декількох деталей у ряд - одиничне, дрібносерійне виробництво). У крупносерійному виробництві - агрегатно-фрезерні верстати.
При і перетині припуску 5-8 мм - фрезерні верстати як більш продуктивні (різні, у залежності від розмірів деталі і можливості установки).
Обробка виливків і кувань - на стругальних верстатах (через великі нерівності поверхні і збільшення жорсткості інструмента).
Фасонні поверхні - на фрезерних верстатах з можливістю використання фасонного інструмента, що ріже, і ЧПУ.
Точність обробки при струганні 0,1 - 0,2 мм на 1 мм довжини.
Шорсткість поверхні при чистовому струганні Rа 0,8 -6,3 мкм.
Стругальні різці з напаянйми пластинами з твердого сплаву Т15 до 6 і Т5 до 10 для обробки стали; ВК6, ВК8 - для обробки чавуна.
Швидкості різання невеликі З0 - 35 м/хв - чавун
25 -30 м/хв - сталі
через ірраціональні умови, що виникають при русі столу і діють у механізмі столу в момент зміни напрямку руху ходу.