

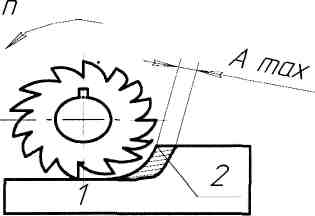
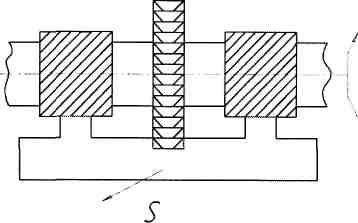
Обробка циліндричною фрезою.
а) Зустрічне фрезерування - напрямок подачі протилежно напрямку фрези.
 S
S
Навантаження на зуб збільшуються поступово, різання починається в крапці 1 і закінчується в крапці 2 (де аmах товщина шару, що зрізується,). Застосовують при чорновій обробці (по кірці), тому що врізання зуба фрези здійснюється не по загартованій і нерівномірній поверхні кірки.
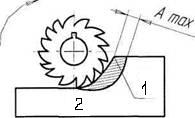
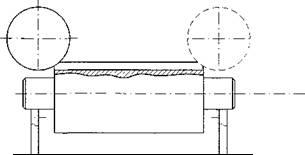
b) Потокове фрезерування - коли напрямок подачі збігається з напрямком обертання фрези.
п
S
Застосовують при фрезеруванні заготівок з попередньо обробленою поверхнею. Збільшується якість робіт, збільшується стійкість інструмента. У т. 1 - початок різання, у т. 2 - кінець. Циліндричне фрезерування широко застосовують в одиничному і серійному виробництві.
Обробка торцевою фрезою
Торцеві фрези мають ряд переваг у порівнянні з циліндричними.
Більш рівномірне фрезерування.
Установка торцевих фрез безпосередньо в шпиндель верстата збільшує жаростійкість обробки.
Можливість використання фрез 800... 1000 мм, що збільшує ширину фрезерування.
У роботі беруть участь зуби, що розташовані як на циліндричної, так і на торцевій поверхні (обробка уступів).
Плоскі поверхні краще фрезерувати торцевими фрезами зі змінними твердосплавними пластинами
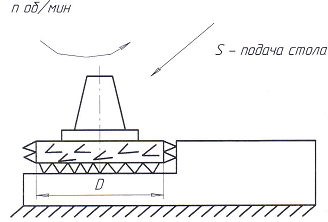
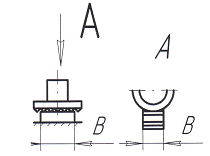
Діаметр торцевої фрези D =1,2В, де В – ширина фрези
Режими різання для торцевих фрез із твердосплавними пластинами. (Sz=0,4-0,1 мм/зуб)
Обробляємий матеріал |
V м/хв |
Сталь: вуглецева НВ 150 лита, нелегована НВ 225 аустенітна НВ 200 Чавун сірий НВ 300 |
100-200 80-150 100-160 75 - 125 |

дискові фрези углові фрези
Схема обробки паза під сегментну шпонку
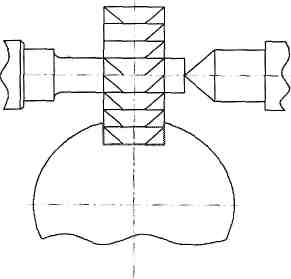

Схема фрезерування вушка кінцевою фрезою

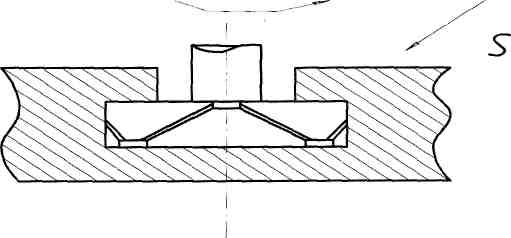
Схема фрезерування Т-образного паза грибковою фрезою
Спочатку дисковою фрезою фрезерується паз, потім грибковою фрезою - Т-образний паз.
Фрезерування паза типу ластівчин хвіст кутовою фрезою.
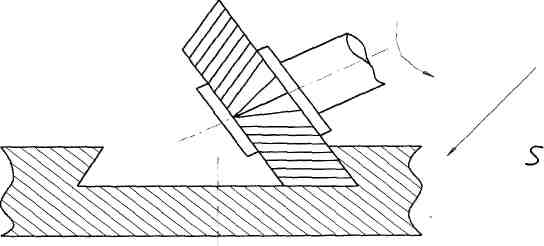
При обробці набором фрез збільшується продуктивність праці, точність взаєморазташування поверхнотеи та раціональне використання мощностей верстата.
Наскрізні шпонкові пази обробляють дисковими 3 х сторонніми фрезами на
/ / / / / / / / / / / / / / горизонтально-фрезерних верстатах як правило, за один робочий хід. Розмір паза по ширині в межах 11 квалітета. Використовується в одиничному і дрібносерійному виробництві.
Глухі шпонкові паза фрезерують шпонковими фрезами. Спочатку фреза поглиблюється на величину Н, потім подовжньою подачею паз фрезерується на величину L.

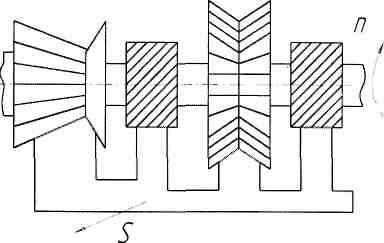
Схема фрезерування внутрішнього різьблення гребінчатою фрезою

А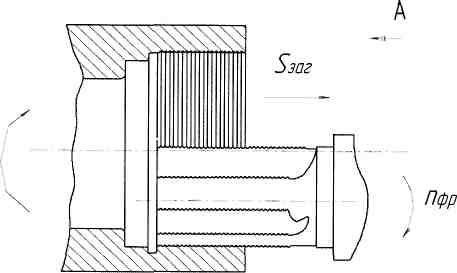
nзаг
Фрезерують зовнішні і внутрішні різьблення великих деталей, закріплення яких на інших верстатах неможливо, пересічених шпонковими чи пазами лисками, тонкостінних деталей.
Різенарізання забезпечує поле допуска 6h/6H 6-3,2
При фрезеруванні внутрішніх різьблень діаметр інструмента не повинний перевищувати 3/4 діаметра різьблення.
Швидкість різання V = 20 -50 м/хв
Подача Sz = 0,03 -0,05 мм/зуб