

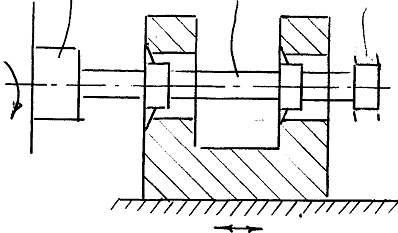
Обробка на розточувальних верстатах.
Застосовується для обробки отворів у заготовках корпусних деталей. Універсальні розточувальні верстати підрозділяються на верстати для звичайних розточувальних робіт і точних робіт - координатно-розточувальні верстати (для обробки отворів із особливо точною міжцентровою відстанню). Вони бувають горизонтальні і вертикальні. На них може вироблятися свердлування, розгортання, нарізування різьблення, фрезерування
![]()
шпиндель бортштанга люнет
![]()
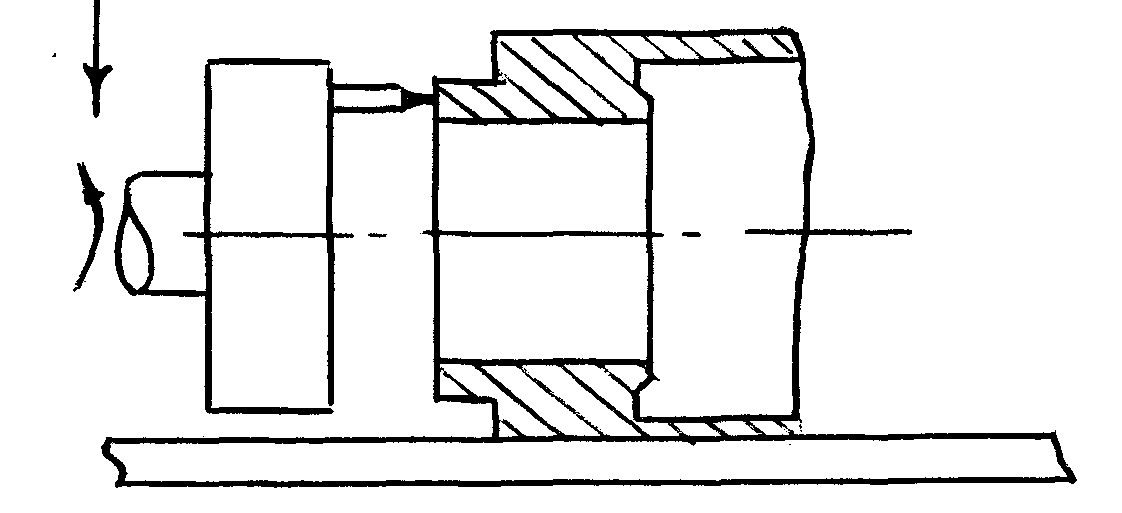
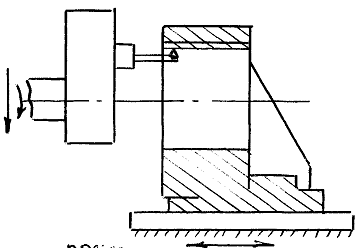
Обробка на шліфувальних верстатах
Застосовується при обробці точних заготовок деталей, коли інші способи застосовувати не можливо. Існує два способи обробки:
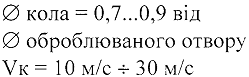
а) Шліфування в обертовій заготовці.
![]()
б) Шліфування в нерухомій заготовці.
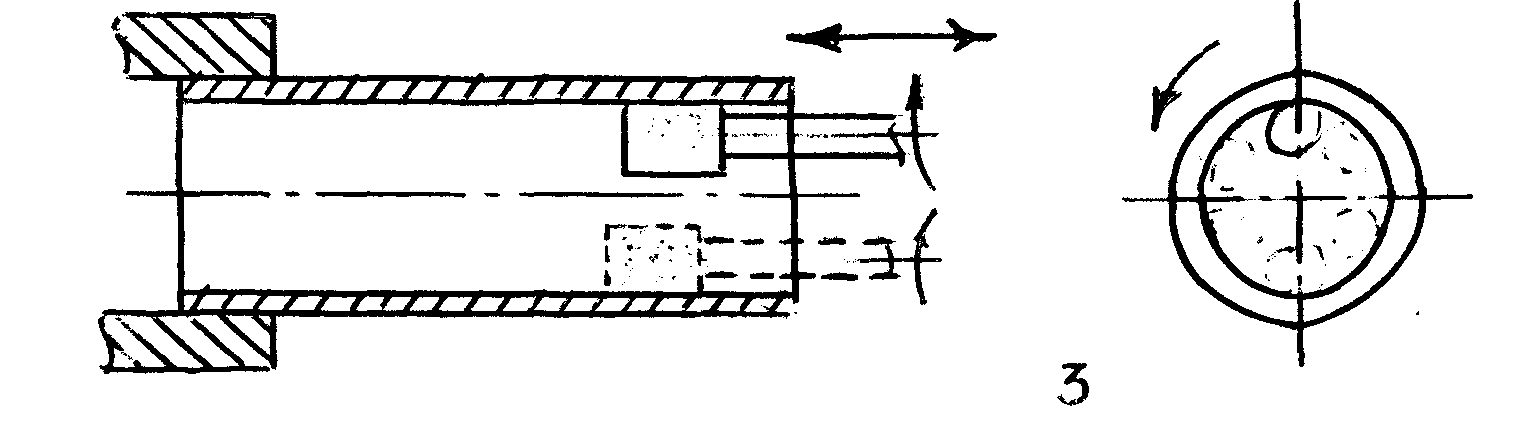
Шпиндель шліфувального кола крім обертання здійснює планетарний рух. Через малу жорсткість - мала поперечна подача. S = 0,005 - 0,02 мм/дв. хід.
Д/3 (Внутрішнє бесцентрове шліфування [Л4] c.210, рис 143).
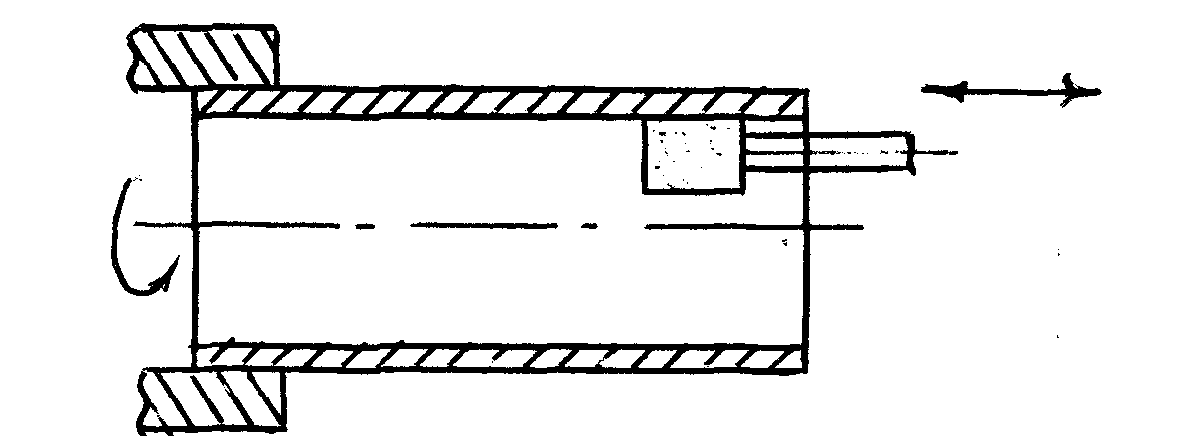
Обробка на протяжних верстатах
Протягають: круглі, квадратні, багатогранні отвори, прямі і гвинтові канавки, шпонкові й інші пази.( отвори від 5 до 400мм; довжина до 10м. Найчастіше ∅10 - 75мм, довжина L=(2,5-3) ∅. Точність 7-9 квалітет. Rа = 1,6 - 0,2.
Схема горизонтального протягання отвору

Свердління глибоких отворів.
При цьому відбувається відхід свердла від осі обертання шпинделя.
Причина :
неоднакове заточення кромок, що ріжуть;
нерівномірне їхнє затуплення;
нерівномірне налипання стружки на головній і допоміжній кромці, що ріжуть;
упругі деформації, зазори в підшипниках шпинделя.
Міри запобігання відведення свердла:
мінімальні подачі, правильне заточення, охолодження;
попереднє свердлування коротким свердлом;
свердління за допомогою кондукторної втулки;
свердління при обертанні заготовки - самоцентрування свердла.
Конструкції свердл для глибокого свердління:
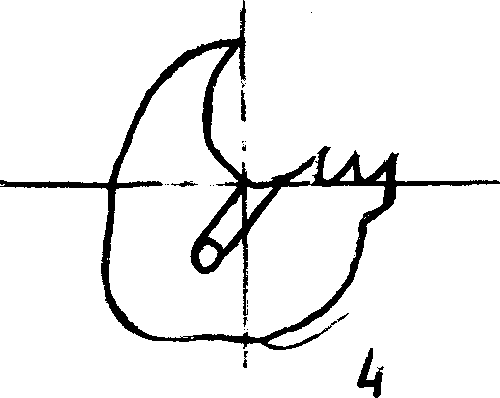
1. гарматне свердло - застосовується для свердління матеріалів даючих коротку, тендітну структуру - бронза, латунь, чавун. У свердла одна кромка, що ріже. Перед
свердлінням попередньо розточують отвір на глибину , не менше ½ ∅ свердла для правильного напрамку.

Дотикаюча частина сверла > 180° – дає напрямок
2. рушничне свердло - направляюча частина 25°...260°, ЗОР подається під тиском – для охолодження і видалення стружки. S = 0,02...0.. .0,05 мм/об.
3. пустотіле свердло - складається з голівки із вставними ножами. У стружку йде
 циліндрічна
частина металу. Використовується для
обробки пустотілих валів, шпинделів і
т.п.
циліндрічна
частина металу. Використовується для
обробки пустотілих валів, шпинделів і
т.п.
Оздоблювальні види обробки [Л4] ст.225
Тонке чи алмазне розточування. Застосовують для кольорових металів і їхніх сплавів, тому що при шліфуванні кола сильно засалюються. Глибина різання t = 0,05 - 0,3мм, подача S = 0,02 - 0,12 мм/об, Vрез. — 120 — 1000 м/хв, точність 5-6 квалітет, Rа = 0,8 - 0,1 мкм, відхилення форми не більш 0,003 - 0,005мм.
На точность обробки впливає:
доведення кромки, що ріже, ріжучого інструменту;
збільш. швидкості різання і зменш. S, t
точність попереднього переходу.
Хонінгування. Інструмент - хон, це циліндр із абразивними брусками, що можуть розсовуватися, регулюючи діаметральний розміри і компенсуючи знос.
Обертання інструмента, що ріже: V = 20 - 50 м/хв, при обробці сталі.
V = 65 - 80 м/хв, при обробці чавуна. Зворотньо-поступальний рух: V = 10 -20 м/хв.
Точність обробки 5-7 квалітет, шорхність Rа = 0,32...0...0,02мкм, припуск на обробку t = 0,01...0...0,2 мм.
На якість хонінгування впливає:
характеристика абразивних брусків;
режими обробки.
У якості ЗОР - гас (90% ) + одія (10%)
Притирання. Спосіб обробки отвору обертовим притиром. Застосовується в тих
випадках, коли неможливо виготовити хон (обробка невеликих отворів в одиничному і
масовому виробництві).