

Тема 1: Виробничий та технологічний процеси в машинобудуванні
Поняття про виробничий та технологічний процеси.
Поняття про технологічну операцію та її елементи.
Основні терміни та визначення по ГОСТ 3.11009-89
Поняття про технологічну операцію для верстатів з ЧПК
Правила запису операцій та переходів по ГОСТ 3.1702-79
Типи машинобудівних виробництв та їх характеристика (самостійно).
Знати: Основні поняття і визначення технологічного процессу та технологічної операції.
Вміти: Сформулювати структуру операції для обробки конкретної деталі; робити запис по переходам в повній та короткій формі запису.
Література : Л4 ст.7-12; Л2 ст.18-26; Л3 ст.5-13; Л8 ст. 9-23; Л10 ст. 98-128
1. Виробничий процес – сукупність усіх дій людей та знарядь виробництва пов’язаних з переробкою сировини та напівфабрикатів у заготовки, готові деталі, збірні одиниці або готові вироби на даному виробництві.
У будь-якому виробничому процесі існує поняття технічної підготовки виробництва. До неї входять:
конструкторська підготовка – утворення креслень з оформленням відповідних специфікацій та інших видів конструкторської документації;
технологічна підготовка – процеси, що забезпечують технічну підготовку до випуску виробів високої якості у встановленому обсязі та в задані терміни;
календарне планування – встановлення обсягів та витрат на виробництво, а також планування термінів постачання продукції.
Технологічний процес – частина виробничого процесу, пов’язана зі зміною форми, розмірів та властивостей матеріалу оброблюваних деталей з моменту надання заготовок до обробки і до одержання з них готових виробів.

2. Операція – частина технологічного процесу витрачена на обробку однієї деталі одним робітником на одному верстаті до заміни на іншу деталь.
Наприклад: вважаємо однією операцією
випадок а):
встановити в центрах
проточити ступінь 1
переустановити
проточити ступінь 2

мал.1
Та сама деталь, але обробка ведеться в дві операції
випадок б):
1 Верстат
- встановити в центрах
- проточити ступінь 1
2 Верстат
- встановити в центрах
- проточити ступінь 2
Установ – частина операції, котра виконується при одному закріпленні деталі.
Наприклад: обробка валика
випадок а) – 1 операція, 2 установи
випадок б) – 2 операції по 1 установу на кожній.
Позиція – фіксоване положення незмінно закріпленої заготовки відносно ріжучого інструменту.
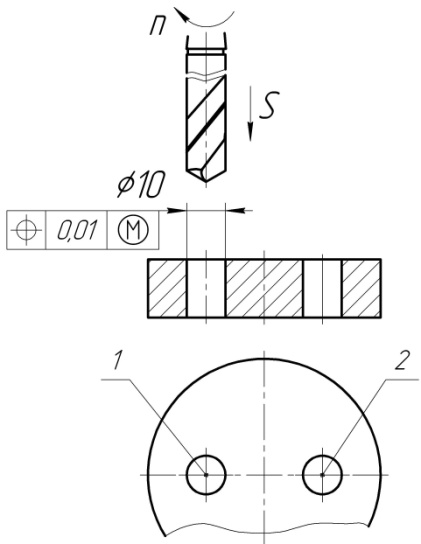
мал.2
Наприклад: - закріпили, просверлили один отвір, зняли – одна позиція
- закріпили, просверлили, повернули (не розкріпляючи), просверлили, зняли – дві позиції
Перехід – закінчена частина операції, котра виконується над однієї (або декількома) поверхнями заготовки одним (або декількома водночас працюючими) інструментами без зміни (або з автоматичної зміною) режимів різання.
Наприклад:
- точити торець 1
- точити циліндричну поверхню 2
- точити торець 3
- точити фаску 4
Всього 4 переходи.
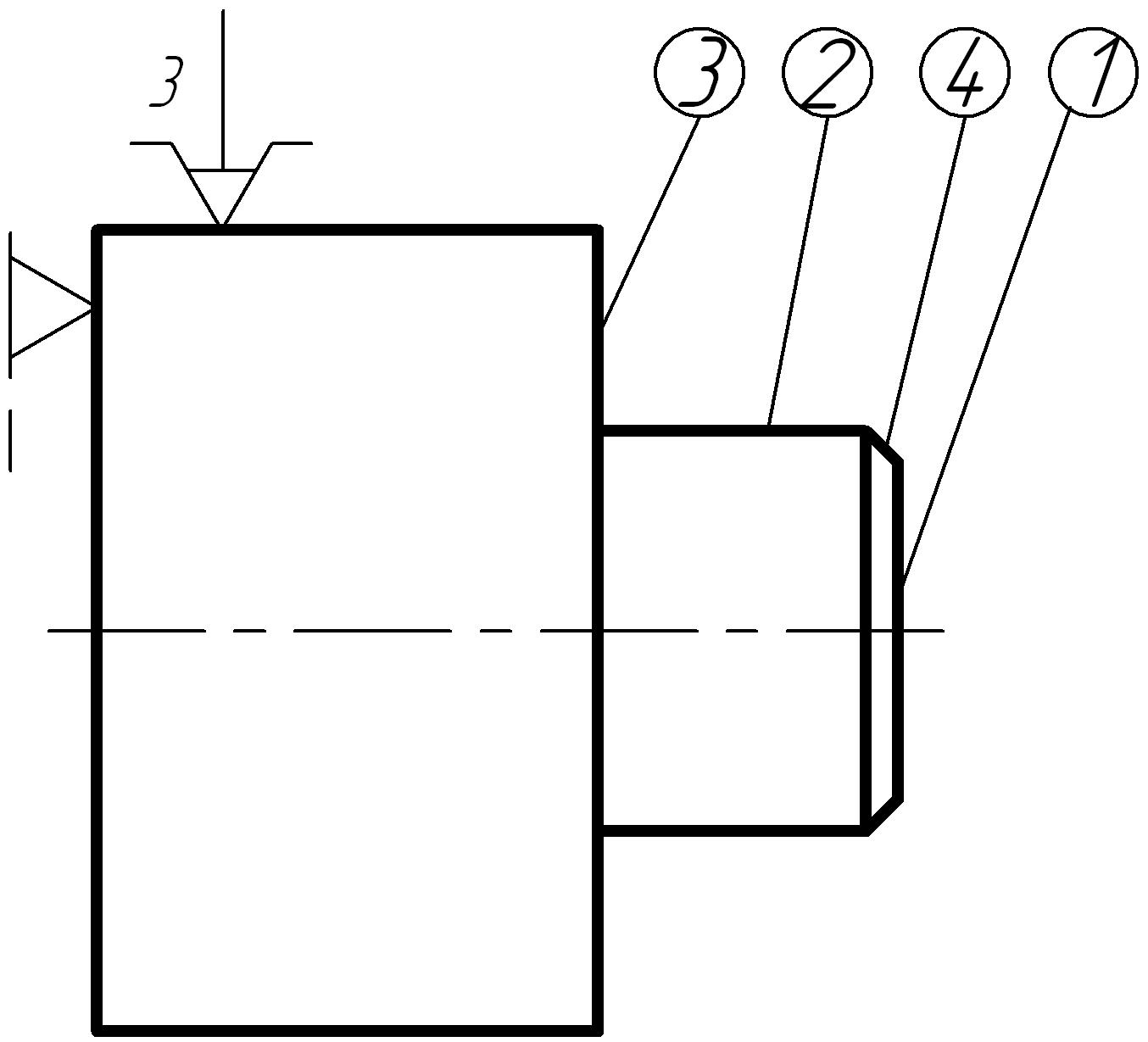
мал.3
Переходи існують основні та допоміжні.
Допоміжний перехід – частина операції, котра складається з дій людей або обладнання, непов’язаних зі зміною форми, розмірів та якості оброблюваної поверхні, але необхідне для виконання основного переходу (наприклад, установка, зняття деталі, заміна різця, контролювання розмірів).
Хід – одноразове переміщення інструменту відносно оброблюваної поверхні без зміни режимів різання.
![]()
де: z – припуск
t – глибина різання
Структура технологічної операції, що виконується на верстаті ЧПК.

Елементарний перехід – частина інструментального переходу, котра виконується одним інструментом над однією ділянкою поверхні за один робочий хід без зміни режимів роботи верстату (не повинні змінюватися напрям руху та режими різання).
Інструментальний перехід – закінчений процес обробки однієї або декількох поверхонь, при безперервному русі одного інструменту по заданій траєкторії.
Допоміжний перехід – частина траєкторії непов’язана з обробкою поверхні.
Позиційний перехід – сукупність інструментальних та допоміжних переходів, котра виконується на одному закріпленні деталі до заміни інструменту або програми.
Наприклад:

мал.4
1-2 еп
2-3 еп
3-4 еп
![]()
![]()
Операції в техпроцесі нумеруються через 5
005…
010…
015…
Назва операцій, котрі викоонуються на універсальному обладнанні походить від назви верстату: токарно-винторізна.
токарно-карусільна
горизонтально-свердлильна
Якщо операція виконується на верстатах з ЧПУ, то назва її походить від назви групи верстатів: токарна ЧПУ
фрезерна ЧПУ
сверлильна ЧПУ
Назва переходу походить від назви інструменту, котрим він виконується:
005 Токарна ЧПУ
1. Встановити, закріпити, знати
2. Сверлити отвір 1
3. Зенкувати фаску 2
і т.д.
Нумерація переходів – арабськими цифрами (раніше буквами А.Б.)
Існує повна та коротка форми запису переходів по операціям.
Повна форма

010 Токарно-винторізна
1. Встановити, закріпити, знати
2. Точити торець, витримуючи розмір 1
3. Точити поверхню, витримуючи розмір 2
4. Точити фаску, витримуючи розмір 3
5. Розточити отвір, витримуючи розмір 4,5
6. Розточити фаску, витримуючи розмір 3
мал.5
Коротка форма

010 Токарна ЧПУ
1. Встановити, закріпити, знати
2. Точити торець1
3. Точити поверхню 2
4. Точити фаску 3
5. Розточити отвір 4
6. Розточити фаску 5
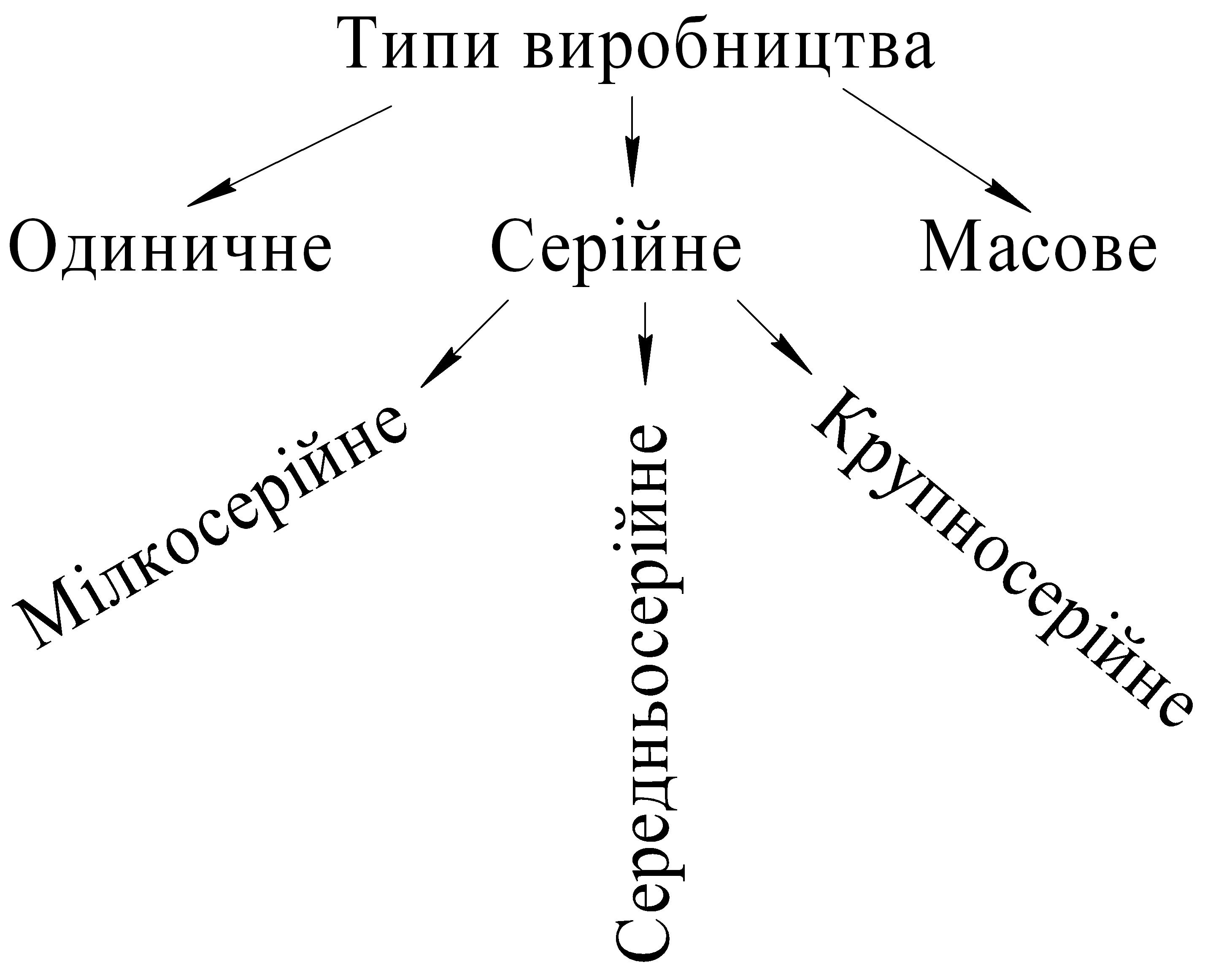
В машинобудуванні існує 3 типа виробництва
Існує поняття коефіцієнт закріплення операції. Кзо – це відношення кількості виконуючих операцій Оп за 1 місяць до кількості робочих місць Рм.
![]() (1)
(1)
Для одиничного Кзо > 40
мілкосерійного Кзо = 20-40
середньосерійного Кзо = 10-20
крупносерійного Кзо = 1-10
массового Кзо = 1
Такт випуску – це інтервал часу, за який періодично відбувається випуск виробів визначеного наіменування.
![]() (2)
(2)
де: Фе – ефективний фонд;
П – программа випуску робочого виробничого часу (год) місця за рік (шт)
60 – перевод в хвилини
Таблиця 1.
Характерна ознака |
Тип |
||
Одиничний |
Серійний |
Масовий |
|
1.Повторяємість партій |
______ |
періодична |
Має місце |
2.Тех. обладнання |
Універсальне |
Універсальне, частково спеціалізоване, спеціальне |
Спеціальне, автоматичні лінії |
3. Пристосування |
Універсальні |
Спеціальні (переналагоджувані) |
Спеціальні та комбіновані, багатоінструментальні наладки |
4.Вимірювальний інструмент |
Універсальний |
Калібри, спеціальний |
Калібри, спеціальний, багатовимірювальний, контр-прилади |
5.Настройка верстатів |
Робота по пробним вимірюванням |
Верстати настроєні |
Складна настройка, автоматизація |
6.Види заготівок |
Прокат, литі заготівки, поковки |
Штамповки, точні відливки |
Відливки під тиском, точна штамповка |
7.Застосування розмітки |
Широке |
Для крупних і складних деталей |
Відсутнє |
8.Засоби досягнення точності |
Пригонка |
Повна, неповна, часткова взаємозамінність |
Повна взаємозамінність |
9.Кваліфікація робітників |
Висока |
Різна |
Низька |
10. Собівартість продукції |
висока |
Середня |
Низька |