13.2) Сверхтвердые синтетические поликристаллические инструментальные материалы
Сверхтвердыми принято считать материалы, имеющие микротвердость, выше микротвердости природного корунда (Al2O3) (т.е. твердость по Виккерсу более 20 ГПа). Материалы, твердость которых выше, чем металлов (т.е. 5-20 ГПа) можно рассматривать как высокотвердые. Из природных материалов к сверхтвердым относится только алмаз. В 2000 году в ИСМ АН Украины прямым превращением графитоподобного твердого раствора BN-C при давлении 25 ГПа и температуре 2100К была получена новая сверхтвердая фаза, кубический карбонитрид бора (BC2N), получившим обозначение КАНБ. Твердость и модуль упругости КАНБ является промежуточным между алмазом и кубическим нитридом бора, что делает его вторым по твердости материалом после алмаза, и открывает новые перспективы.
14)Классификация металлорежущих станков
Существует большое разнообразие типов и моделей металлорежущих станков. Они различаются по виду технологических процессов, осуществляемых на данном станке, типу применяемых инструментов, степени чистоты обрабатываемой поверхности, конструктивным особенностям, степени автоматизации, числу важнейших рабочих органов станка.
По виду обработки и виду режущего инструмента станки напиваются токарными, сверлильными, фрезерными, шлифовальными и т. д.
В зависимости от чистоты обработанной поверхности станки делят на обдирочные, чистовые, отделочные, доводочные, а по конструктивным особенностям — на горизонтальные, вертикальные (сверлильные, фрезерные, протяжные вертикальные и горизонтальные). По степени автоматизации станки делят на автоматы, полуавтоматы, станки с программным управлением.
По числу рабочих органов станка (шпинделей, суппортов) различают сверлильные одношпиндельные, сверлильные многошпиндельные, токарные односуппортные, многосуппортные и т. п.
Все металлорежущие станки в зависимости от специализации делят на следующие три группы:
Универсальные, применяемые для обработки различных по форме и размерам поверхностей на деталях многих наименовании. Универсальные станки используются в штучном и отчасти в мелкосерийном производствах и в ремонтных цехах.
Специализированные, применяемые для обработки различных поверхностей на деталях одного наименования или немногих наименований, сходных по конфигурации, но различных размеров, например ступенчатых валиков, колес подшипников качения, шкивов и т. п. Специализированные станки используются главным образом в серийном производстве.
Специальные, применяемые для обработки одних деталей, как, например, обточки шеек коленчатых валов, для обточки фасонного профиля реборд вагонных колес и т. п.
Кроме этого, в зависимости от веса и размеров станки классифицируют на:
легкие станки, применяемые для обработки деталей приборов, часов, швейных машин;
средние станки весом до 10 т, применяющиеся главным образом в среднем машиностроении;
крупные станки весом от 10 до 30 т (за исключением внутри-шлифовальных, шлифовально-притирочных и зубообрабатывающих, для которых предельный вес составлят 20 т);
тяжелые станки весом от 30 до 100 т и особо тяжелые или уникальные (свыше 100 т).
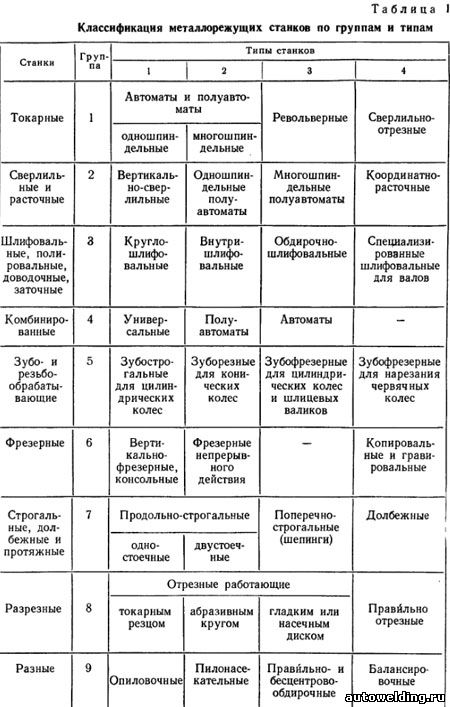
Нумерация металлорежущих станков производится по системе, предложенной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС).
Согласно этой системе все станки делятся на девять групп. Каждому станку присваивается трех- или четырехзначный номер. Первая цифра номера означает группу станка: 1 — токарные, 2 — сверлильные и другие (см. табл. 11). Вторая цифра означает разновидность (тип) станков, например токарно-винторезные станки имеют вторую цифру 6, токарные полуавтоматы и автоматы одношпиндельные — вторую цифру 1 и т. д. Третья и четвертая цифры номера станка обозначают условно размеры обрабатываемой заготовки или размеры режущего инструмента. Для отличия новой модели станка от старой, выпускавшейся ранее, к номеру добавляют букву. Буква после первой цифры указывает на модернизацию станка (например, токарно-винторезный станок модель 1А62, 1К62), буква после всех цифр обозначает видоизменение (модификацию) основной модели станка (1Д62М — токарно-винторезный, 3153М — круглошлифовальный, 372Б — плоскошлифовальный модифицированный)
Таблица.11. Классификация и нумерация металлорежущих станков