

Методические указания и варианты заданий к практическим работам по автоматизированному электроприводу Содержание
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ 4
Контрольное задание №1 6
«Выбор мощности главного электродвигателя фрезерно-сверлильно-расточного станка» 6
Контрольное задание №2 16
1. Основные параметры главного привода. 22
2. Момент сопротивления механизма. 22
3. Приведение момента сопротивления механизма от одной оси вращения к другой. 22
4. Приведение моментов инерции к одной оси вращения. 22
5. Приведение масс. 22
6. Расчет диаметров ведущего и ведомого валов. 22
7. Резонансная частота редуктора. 22
Контрольное задание №3 23
Контрольное задание №4 28
1. Выбор электродвигателя подачи фрезерно-сверлильно-расточного станка. 31
2. Расчет усилия подачи на быстрых ходах. 31
Контрольное задание №5 32
Контрольное задание №6 34
Рекомендуемая литература 40
Основные обозначения
МРС - металлорежущий станок
МП - механический привод
ГП - главный привод
ПП - привод подачи
ЭДП - электродвигатель подачи
ЭДГ - электродвигатель главного движения
ЭПП - электропривод подачи
ЭПГ - электропривод главного движения
РЭП (СЭП) - регулируемый (следящий) электропривод
РР - режим резания
ПР - процесс резания
ДПТ - двигатель постоянного тока
ВД - вентильный двигатель
АД - асинхронный двигатель
ТПЯ - тиристорный преобразователь якоря
ТПВ - тиристорный преобразователь возбуждения
ШИП - широтно-импульсный преобразователь
ПЧ - преобразователь частоты
АИТ - автономный инвертор тока
АИН - автономный инвертор напряжения
УС - упругая система
САУР - система автоматического управления резанием
САУТО - система автоматического управления точностью обработки
СТД - система технической диагностики
СЧПУ - система числового программного управления
УЦИ - устройство цифровой индикации
МК - микроконтроллер
ЭА - электроавтоматика
РТ -регулятор тока
РС -регулятор скорости
РП - регулятор положения
РМ - регулятор момента
ФП - функциональный преобразователь
СИФУ - система импульсно-фазового управления
ДТ - датчик тока
ДС - датчик скорости
ДП - датчик положения
ДПВ - датчик проводимости вентилей
ДМ - датчик момента
ДУ - датчик усилия
НЗ - нелинейное звено
БЛ - блок логики
БЗ - блок защиты
БУ - блок управления
Целью контрольной работы является приобретение навыков расчетов по автоматизированному электроприводу металлорежущих станков, обеспечивающих обработку заданных деталей с широким диапазоном типогабаритов инструмента на широкоуниверсальных тяжелых фрезерно−сверлильно-расточных станках.
Контрольное задание №1 «Выбор мощности главного электродвигателя фрезерно-сверлильно-расточного станка»
1. Цель и порядок выполнения работы
Цель работы
Получение навыков расчета и выбора мощности главного электродвигателя фрезерно-сверлильно-расточного станка.
Содержание работы
По заданным параметрам обрабатываемой детали необходимо рассчитать режимы резания для принятой технологии обработки, построить нагрузочную и технологическую диаграммы, выбрать ЭДГ и передаточное число редуктора, а также рассчитать годовую производительность станка для данной детали. Следует заметить, что требования задания и полученные результаты обосновывают применение регулируемого ЭДГ, причем кроме наиболее распространенного ДПТ наиболее перспективным является применение частотно-регулируемого АД. При недостаточном диапазоне регулирования ЭДГ во второй зоне при Р = const необходимо применить редуктор с переключением ступеней, обеспечивающий нужный диапазон в соответствии с рассчитанной технологической диаграммой.
Исходные данные
Чертеж обрабатываемой детали представлен на рис.1.
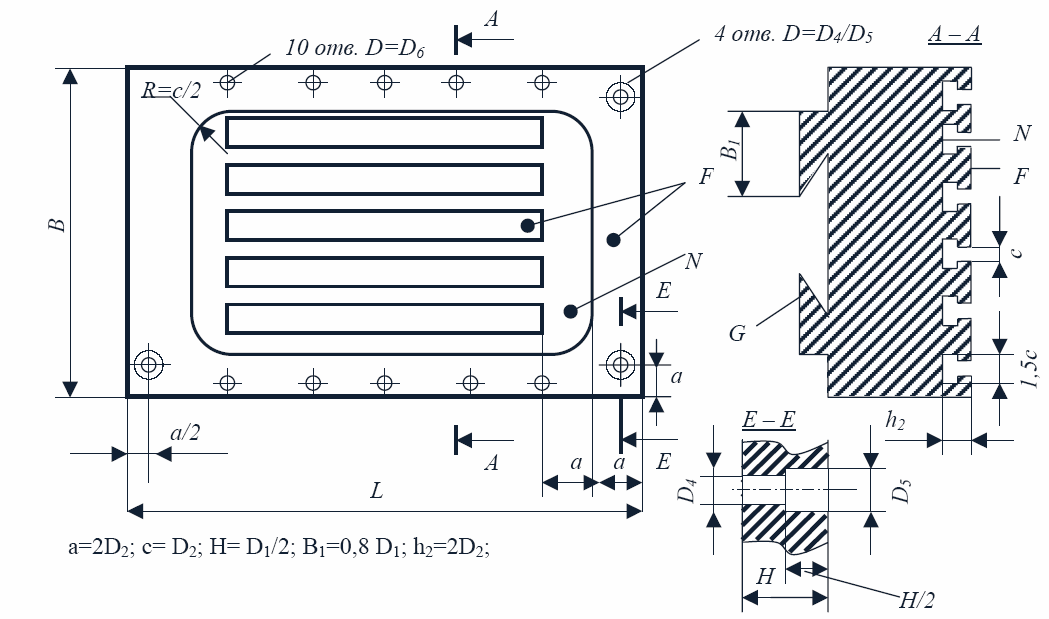
Рис. 1. Чертеж обрабатываемой детали
Технология обработки
Установка детали на опорную поверхность F – установка торцевой фрезы D1 – торцевое фрезерование поверхности G направляющих – перестановка детали на опорную поверхность G – торцевое фрезерование поверхности F (в т. проходов, m ≈ B/b1) – установка концевой фрезы D2 – фрезерование пазов и полостей до поверхности N в 10 проходов – установка концевой фрезы D3 – фрезерование низа пазов до размера 1,5с = D3 – в 6 проходов – установка сверла D6 – сверление 10 отверстий диаметром D6 глубиной H – установка сверла D4 – сверление 4-х отверстий D4 глубиной H1 – установка расточки D5 – расточка 4-х отверстий диаметром D5 глубиной Н/2.
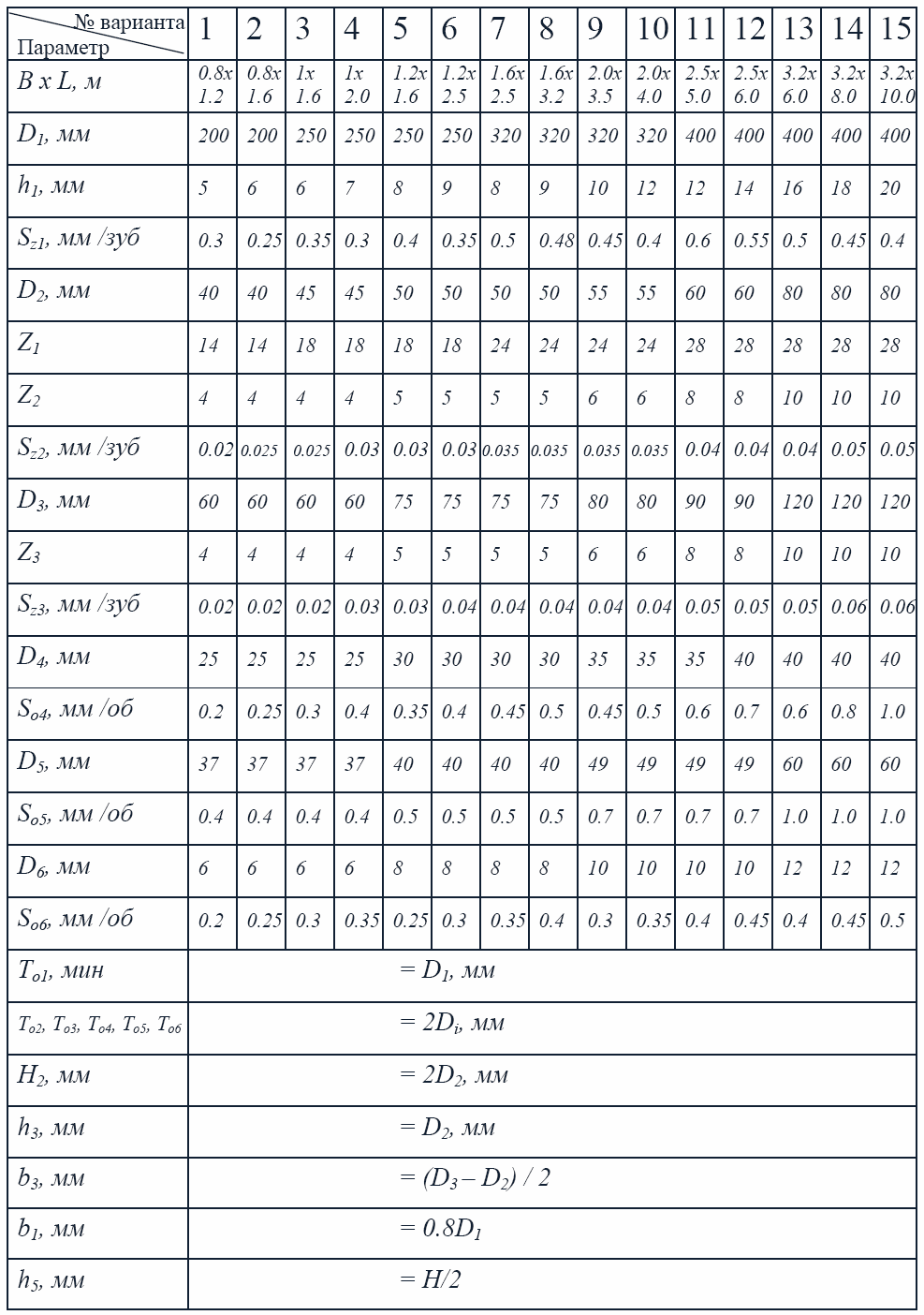
Значения исходных параметров (по вариантам)
Порядок выполнения работы
1. Выбрать габарит стола для обработки детали.
2. По заданной стойкости Тoi и параметрам режима Di , Zi, Soi ( Szi), hi, bi рассчитать оптимальную скорость резания Voi (м/мин), обороты шпинделя ni (об/мин), минутную подачу Si (мм/мин), мощность резания Pi (квт), момент резания Mi (кНм), усилие окружное Foi (кН), составляющие усилий по осям X, Y, Z,− Fхi, Fyi, Fzi.
3. Построить технологическую диаграмму нагрузки Pi=F(ni), Mi=F(ni) и выбрать двигатель с учетом редукции i. Минимальная скорость nmin= 0,1n1; при этом Pmin=0,1P1.
4. Построить циклограммы Mi (ti) и ni (ti) и проверить двигатель по нагреву методом эквивалентного момента. Момент холостого хода Mxx=0,5Mmini, пусковой момент Мпуск = λ∙Мном. Время прохода tпi = Lni/Si, время перехода tперi Lперi/Sбх, время смены инструмента tсиi = Di[мм]/200[мин], время смены (переустановки) детали tсд = ЗВк [мин], где Вк – ширина детали по варианту в [м].
5. Определить время цикла обработки и годовую производительность Q= Tкал∙Kпот/Tцi при 2-х сменной работе, 250 рабочих дней в году и коэффициенте потерь Кпот = 0,75; Sбх=12 м/мин.