

Изготовление ходовых винтов.
Ходовые винты станков служат для преобразования вращательного движения в поступательное прямолинейное перемещение с помощью сопряжённой с ним гайки различных деталей и узлов (суппортов кареток, фартуков, применяется в домкратах, винтовых прессах) с заданной точностью. Ходовой винт обеспечивает точность в перемещении суппортов, тем самым обеспечивает точности изготавливаемой на станке детали. Высокие требования у ходового винта предъявляются к размерам винта, точности шага резьбы, точности профиля резьбы, Соосности профиля резьбы и его опорных шеек, точности самих шеек, перпендикулярности опорных буртиков, к оси вращения ходового винта и износостойкости.
Профиль резьбы ходовых винтов может быть трапециевидным, прямоугольным и треугольным, чаще применяют трапециевидную резьбу (легче нарезать, шлифовать, но ниже точность) Высокая точность у прямоугольной резьбы.
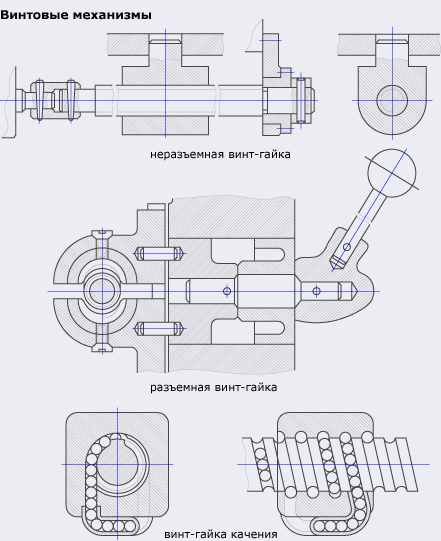
Ходовые винты обладают недостаточной жёсткостью т.к. длинна их во много раз превышает диаметр, при обработке наблюдается провисание от собственного веса возникают деформации. В настоящее время широко применяются винтовые пары качения, состоящие из ходового винта и гайки. Сопряжение между которыми создаётся с помощью шариков.
Материалы для ходовых винтов должны обладать высокой износостойкостью и хорошей обрабатываемостью: Сталь А40Г; У10А; 40ХА.
Для винтовых пар качения применяют Сталь 30ХА; 38ХМЮА (термообработка: азотирование и низкий отпуск, твёрдость до 65 HRC)
В качестве заготовок используют: пруток отрезанный из сортового проката (круг)
Основными базами ходового винта являются опорные шейки и буртики, а исполнительной поверхностью: поверхность винтовой резьбы. Технологической базой являются центровые отверстией.

Рисунок 1 – Чертеж ходового винта
Структурная схема изготовления ходовых винтов.
Получение заготовки (отрезка заготовки круглого сечения из проката)
Токарная операция. Обрабатываются наружные поверхности. Предварительно подрезаются торцы с двух сторон и сверлятся центровочные отверстия. Операция выполняется с двух установов. Станок токарно-винторезный.
Кругло-шлифовальная. Шлифуется наружная поверхность под резьбу, чтобы получить высокую точность резьбы. А также опорные поверхности под подшипники. Станок кругло-шлифовальный. Технологическая база – центровочные отверстия.
Токарная. Нарезание резьбы. Станок токарно-винторезный. Технологическая база – центровые отверстия.
Резьбошлифовальная. Резьбошлифовальный станок. Технологическая база – центровые отверстия. В качестве инструмента используют профильный круг.
Термообработка ходовых винтов – в основном ходовые винты скольжения не термообрабатываются, а ходовые винты качения, изготовленные из стали 30ХА или 38ХМЮА, азотируются, подвергаются закалке и низкому отпуску, и имеют твердость 60 – 65 HRC.