

2.Материал для заготовок
Материал для заготовок Сч15, СЧ20, ВЧ60, Сталь 40ХМ, Сталь 48ХМЮА. В качестве заготовок применяют поковки стальные и чугунные отливки, прутковый материал и трубы.
Виды шпинделя:
Сплошные без осевого отверстия
Имеющие несквозное точное цилиндрическое или коническое отверстие
Полые имеющие сквозное отверстие которое на одном или обоих концах переходит в точное цилиндрическое или конусное.
Рисунок шпинделя станка 16к20
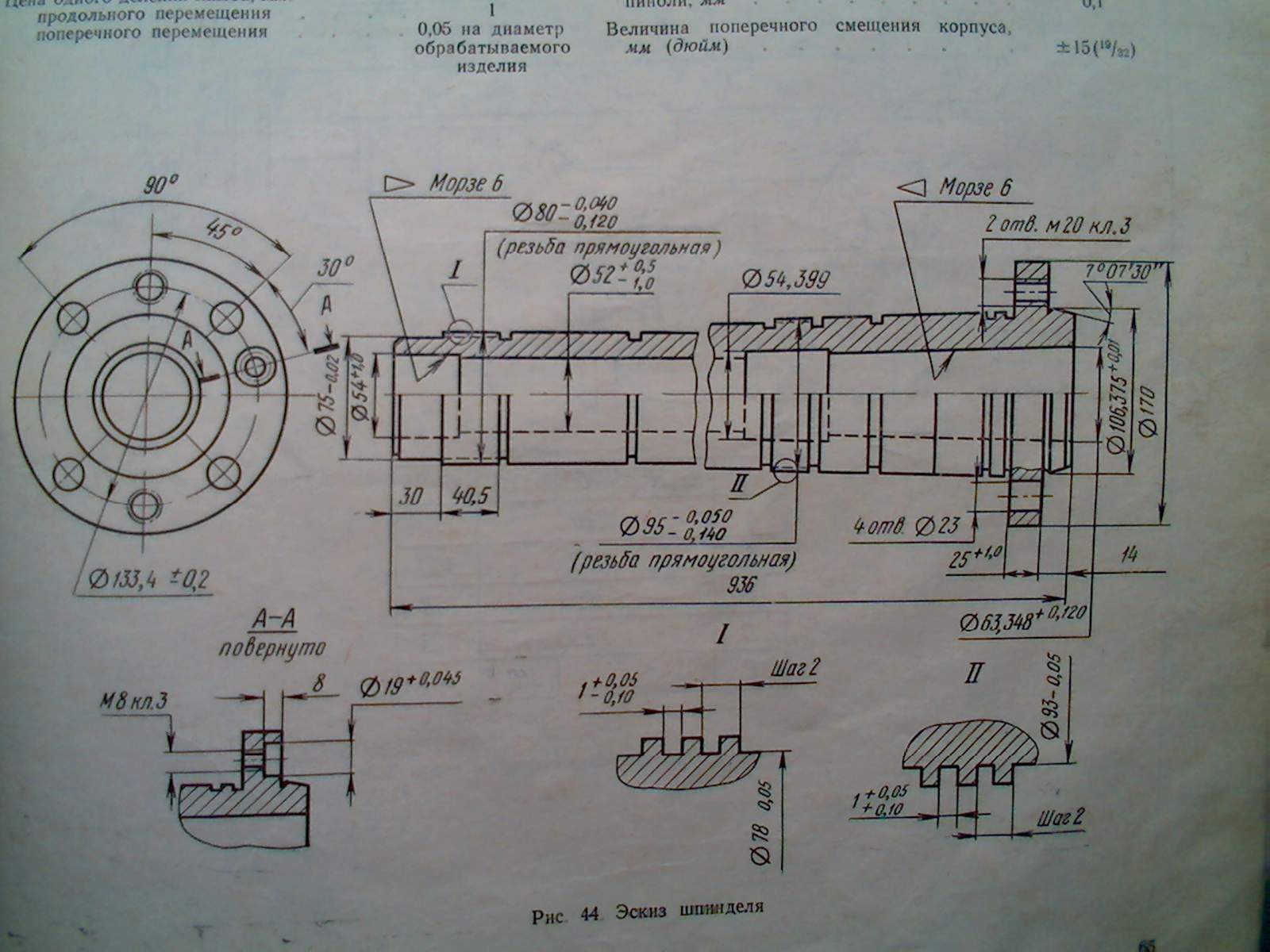
Деталь имеет:
резьбу (прямоугольная, обеспечивает высокую точность);
опорные шейки для шпиндельных подшипников;
Требование к изготовлению:
Соосность опорных шеек
Соосность поверхности наружной и внутренней
Соосность к исполнительной поверхности
Перпендикулярность фланца к оси (с отверстиями)
Шероховатость поверхности: 0.32- 0.63.
Технологический процесс:
Получение заготовки, штамповка.
Фрезерно-центровальная операция (фрезеруются торцы с 2-х сторон) сверлятся центровочные отверстия с 2-х сторон. Технологическая база относительно которой обрабатываются поверхности – наружные поверхности. Станок фрезерно-центровальный. МР71 МР73. Особенность станка, что он имеет 4 шпинделя, без переустановки детали одновременно обрабатываются торцевые поверхности и сверлит центра.
Токарная. Обтачиваются все наружные поверхности с припуском. Технологическая база центровочные отверстия. Станок гидрокопировальный станке.
Горизонтально-сверлильная операция. Сверлится осевые отверстия с 2-х сторон с переустановкой заготовки; технологическая база наружной поверхности. Станок горизонтально-сверлильный для глубокого сверления.
Агрегатно-сверлильная операция. Сверлится отверстие на фланце, нарезается резьба при необходимости на фланце, зенкуется конусное отверстие. Технологическая база наружной поверхности. Станок агрегатно-сверлильный.
Шлице-фрезерная операция. Фрезеруются шлицы. Технологическая база – поверхности центровых отверстий пробок вставленных в конусные отверстия шпинделя. Станок шлицо-фрезерный.
Токарная операция. Обтачиваются все наружные поверхности с припуском под шлифовку, нарезается резьба. Технологическая база – поверхности центровых отверстий пробок вставленных в конусные отверстия. Станок токарно-винторезный.
Термическая операция. Закалка опорных шеек шлицов наружного и внутреннего конуса. ТВЧ установка для поверхностной закалки.
Внутришлифовальная операция. Шлифуется внутренний конус. Технологическая база – поверхности опорных шеек. Станок внутришлифовальный.
Кругло-шлифовальная операция. Шлифуются наружные поверхности и конус. Технологическая база - поверхности центровых отверстий пробок вставленных в конусные отверстия шпинделя. Станок кругло-шлифовальный.
Шлице-шлифовальная операция. Шлифуются боковые поверхности шлицов. Технологическая база - поверхности центровых отверстий пробок вставленных в конусные отверстия шпинделя. Станок шлице-шлифовальный.
Термообработка шпинделей
ТВЧ обработка или для стали 38ХМЮА применяется азотирование закалка и низкий отпуск.