

Вопрос 12
Безотказность – свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки.
2.1. Основные показатели безотказности объектов
2.1.1. Вероятность безотказной работы
Вероятность безотказной работы – это вероятность того, что в пределах заданий наработки отказ объекта не возникает. На практике этот показатель определяется статистической оценкой
 (2.1)
(2.1)
где No – число однотипных объектов (элементов), поставленных на испытания (находящихся под контролем); во время испытаний отказавший объект не восстанавливается и не заменяется исправным; n(t) – число отказавших объектов за время t.
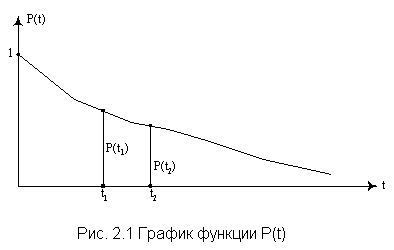
График вероятности безотказной работы объекта изображен на рис. 2.1.
Работоспособность — это состояние изделия, при котором оно способно выполнять заданную функцию с параметрами, установленными требованиями технической документации, в течение расчётного срока службы. Отказ — это нарушение работоспособности. Свойство элемента или системы непрерывно сохранять работоспособность при определённых условииях эксплуатации (до первого отказа) называется безотказностью.
Критерий работоспособности — это свойства, при отсутствии или недостаточном проявлении которых, детали будут недееспособны. Основные критерии работоспособности:
прочность
жёсткость
износостойкость
виброустойчивость
теплостойкость
электропроводность
Выбор основного критерия зависит от функционального назначения деталей и их условий работы. Например, для крепёжных изделий (болт, шпилька, заклёпка) основным критерием является прочность. А для ходовых винтов — износостойкость.
Для большинства машин главным критерием работоспособности является прочность.
Для повышения работоспособности часто применяют функциональные покрытия, смазки.
Вопрос 13
Датчики пятого типа (трансформаторные) - представляют собой магнитопровод с двумя обмотками и ферромагнитный сердечник. При перемещении сердечника изменяется взаимная индуктивность обмоток (погрешность меньше, чем у предыдущих датчиков).


Вопрос 14
Загрузочные устройства автоматических линий должны быть быстродействующие, просты по конструкции, высоко надежны. В линиях с жесткой связью заготовки устанавливают на конвейеры или спутники вручную или автоматически, базируя чаще всего предварительно обработанными отверстиями на два штыря. Для фиксации и зажима более сложных заготовок применяют сложные автоматические устройства.
На линиях с гибкой связью для загрузки штучных заготовок используют магазинные, бункерные или бункерно-магазинные загрузочные устройства. Магазинные устройства состоят из лотка-накопителя, в котором заготовки располагаются в ориентированном положении, и питателя, подающего заготовки в зону обработки. При бункерном устройстве происходит процесс автоматической ориентации и подачи заготовок из бункера в станок и съем их после обработки. На рис. 192 показана схема бункерно-магазинного устройства. В бункер 7 заготовки 5 загружаются навалом. В бункере они ориентируются в рабочее положение (неправильно сориентированные заготовки вновь сбрасываются в бункер) и поступают в лоток (магазин) 6 с помощью толкателя 8. В рабочую зону заготовки подаются питателем 3, перемещающимся от кулачка 1. Пружина 2 возвращает питатель в первоначальное положение. Отсекатель 4 удерживает заготовку в лотке в момент движения питателя.
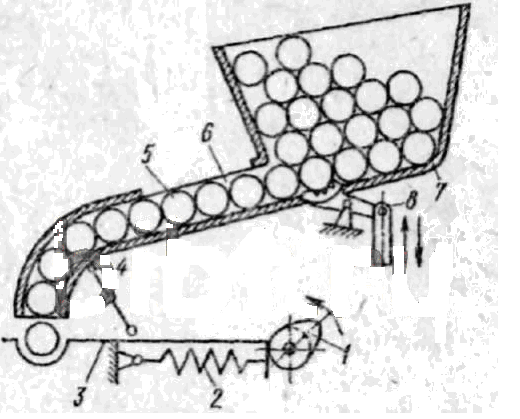
Рис. 192. Схема бункерно-магазинного загрузочного устройства автоматической линии
В бункерных устройствах с захватными органами для ориентирования заготовок используют механические захватные приспособления (крючки, штыри и т. д.), которые производят выборку заготовок из бункера с помощью возвратно-поступательных движений. Недостатком этих устройств является возможность поломок захватных органов, повреждение поверхности заготовок, износ и т. д. Поэтому наиболее распространены вибрационные загрузочные устройства, в которых заготовки перемещаются по вибрирующим лоткам за счет сил инерции и трения. При этом они ориентируются с помощью несложных конструктивных элементов: буртиков, порогов, отверстий, планок и т. д.