

14. Формообразование плоских поверхностей. Методы. Оборудование. Возникающие погрешности
Методы:
I С помощью лезвийного инструмента
1.Строгание и долбление: черновое, чистовое, тонкое, 2. Фрезерование: черновое, получистовое, чистовое, тонкое, 3. Протягивание: черновое, чистовое, 4.Шабрение: ручное, механическое II С помощью абразивного инструмента, 5. шлифование: черновое, чистовое, тонкое, 7. полирование: предварительное, окончательное, чистовое, 8. доводка: предварительная, получистовая, чистовая, тонкая
Наиболее широкое применение находят строгание, фрезерование, протягивание и шлифование.
Обработку плоских поверхностей можно производить различными методами на различных станках - строгальных, долбежных, фрезерных, протяжных, токарных, расточных, многоцелевых, шабровочных и др. (лезвийным инструментом); шлифовальных, полировальных, доводочных (абразивным инструментом).
Возникающие погрешности:
отклонение от плоской поверхности – непрямолинейность, неплоскостность
15. Схема резания: главное движение, движение подачи.
главное движение – движение , движение подачи
Процесс резания на токарных станках осуществляется при вращательном главном движении, сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном) движении подачи, сообщаемом резцу.
Подачей называется величина перемещения режущей кромки инструмента за один оборот заготовки (в направлении подачи) или в единицу времени. Подача измеряется в мм/об или в мм/мин, обозначается буквой S и может быть продольной (если инструмент перемещается параллельно оси вращения заготовки) и поперечной (если инструмент перемещается перпендикулярно этой оси).
Глубиной резания называется величина срезаемого металла за один проход инструмента, измеренная по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется в миллиметрах и обозначается буквой t.
поверхности: обрабатываемую (с которой снимают стружку); обработанная (полученную после снятия стружки) и поверхность резания, которая является переходной между обрабатываемой и обработанной поверхностями.
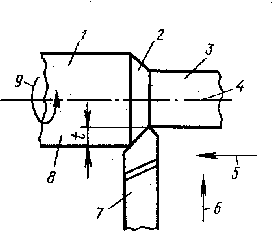
Схема процесса резания на токарных станках: основные поверхности заготовки и основные движения, осуществляющие процесс резания:
1 – обрабатываемая поверхность,2 – поверхность резания, 3 – обработанная поверхность, 4 – ось вращения заготовки, 5 – продольная подача, 6 – поперечная подача, 7 – резец, 8 – заготовка, 9 – главное (вращательное) движение, t – глубина резания
фрезер операция – Гл дв – вращ фрезы; Дв подача – перемещ стола. Сверление: ГД – движение шпинделя со сверлом; ДП - ???. Шлифование - ГД– вращ образивного круга; ДП– перемещ стола шлифов станка.
16. Конструкции токарного резца: головка резца, тело резца
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д.
Резец – токарный, строгальный, долбежный и др. – состоит из головки (рисунок 1) и державки (стержня, корпуса). Державка служит для закрепления резца в резцедержателе станка. Головка имеет шесть элементов: три поверхности (переднюю, главную заднюю и вспомогательную заднюю), два лезвия (главное и вспомогательное) и одну вершину. Эти элементы образуют собой режущий клин.

Поверхность резца, по которой сходит стружка, называется передней.
Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали. Различают главную и вспомогательную поверхности. Главная задняя поверхность резца обращена к поверхности резания, вспомогательная – к обработанной поверхности.
Лезвия резца образуются пересечением поверхностей: главное лезвие – пересечением передней и главной задней поверхностей, вспомогательное – пересечением передней и вспомогательной задней поверхностей. Главное лезвие выполняет основную работу резания, вспомогательное, принимая побочное участие в резании, формирует микропрофиль обработанной поверхности. Поверхности и лезвия могут иметь криволинейную форму.
Вершиной резца является место сопряжения главного и вспомогательного лезвий. Она может быть острой или закругленной.