

52. Суммарная погрешность и допуск
Δобр.=f(α ст, β инстр, γ ж.с., χ т.д., ώ к., f исп, x ост.)
Неточность станка
Неточность изготовления и износа во времени режущего и вспомогательного инструмента
Погрешность, зависящая от жесткости системы СПИД
Погрешность, зависящая от температурной деформации системы СПИД
Неточность измерения вследствие влияния качества поверхности после обработки
Ошибки исполнителя работы
Неучтенные погрешности
Она должна быть меньше допуска
До́пуск — разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
53. Статистическое определение точности метода обработки: случайные и систематические погрешности обработки.
Погрешности обработки можно подразделить на систематические и случайные. Систематической погрешностью называют погрешность, которая для всех деталей рассматриваемой партии остается постоянной или же закономерно изменяется при переходе от каждой детали к следующей. Случайной погрешностью называют погрешность, которая для различных деталей рассматриваемой партии имеет различные значения, причем колебание этих значений в партии не подчиняется какой-либо закономерности. Случайные погрешности вызываются действием факторов случайного характера. Например, колебание деформации системы станок – приспособление – инструмент – заготовка происходит в результате изменения нормальной составляющей силы резания Рy, которое возникает в результате колебаний в пределах установленного допуска размеров и твердости заготовки. Случайные погрешности, суммируясь с систематическими, приводят к рассеянию суммарной погрешности, а следовательно, - к рассеянию действительных размеров.
54. Токарная обработка
Токарная обработка является наиболее распространенным методом обработки металлов резанием. Применяется при изготовлении деталей типа тел вращения (валов, дисков, осей, пальцев, фланцев, колец, втулок, гаек, муфт и т.д.). Процесс формообразования на токарных станках осуществляется при вращательном главном движении, сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном) движении подачи, сообщаемом резцу. Токарно-винторезные станки предназначены для обработки единичных деталей и малых групп деталей. Токарно-револьверные станки предназначены для обработки деталей сложной конфигурации, требующих последовательного применения разнообразного инструмента. С помощью токарной обработки осуществляется обработка наружных цилиндрических поверхностей, нарезание резьбы, сверление осевых отверстий, обработка втулок, обтачка наружных поверхностей, зенкерование, развертка. Применяется в приборостроении, часовой промышленности, машиностроении.
Приспособления – патроны (2-,3-,4- кулачковые в мелкосерийном), Цанговые – в крупосерийн и массов,
Основные
виды токарных работ: a) - обработка
наружных цилиндрических поверхностей,
б) - обработка наружных конических
поверхностей, в) - обработка торцов и
уступов, г) - вытачивание пазов и канавок,
отрезка заготовки, д) - обработка
внутренних цилиндрических и конических
поверхностей, е) - сверление, зенкерование
и развертывание отверстий, ж) - нарезание
наружной резьбы, з) - нарезание внутренней
р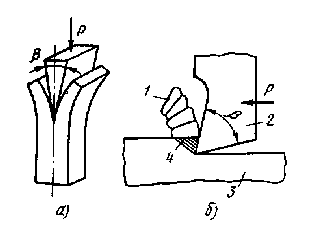 езьбы,
и) - обработка фасонных поверхностей,
езьбы,
и) - обработка фасонных поверхностей,
Рис. 2. Схема работы клина и резца: 1 – стружка, 2 – резец, 3 – заготовка, 4 – удаляемый материал; Р – сила, действующая на резец и клин при работе, t – глубина резания, – угол заострения