

24. Понятие о силах резания. Схема сил, возникающих при резании. Составляющие силы резания Px, Py, Pz,r
В процессе резания резец преодолевает действие системы сил, состоящей из нормальных сил (передней и задней поверхности) и сил трения на этих поверхностях. Равнодействующая всех этих сил называется силой резания. Эту силу удобно разложить на составляющие, направления которых соответствуют направлениям главного движения и движения подачи: P=√P2z+P2y+P2x, где Р – сила резания – равнодействующая сил, действующих на режущий инструмент при обработке резанием;
Рz – главная составляющая силы резания – составляющая силы резания, совпадающая по направлению со скоростью главного движения резания в вершине лезвия. Если главное движение резания является вращательным, например, при токарной обработке, эта сила называется касательной (далее будет использовано это название);
Рy – радиальная составляющая силы резания – составляющая силы резания, направленная по радиусу главного вращательного движения в вершине лезвия;
Рx – осевая составляющая силы резания – составляющая силы резания, параллельная оси главного вращательного движения резания.
![]()
![]()
![]() ,
,
![]()
![]()
![]() ,
,
![]()
![]()
![]() ,
,
г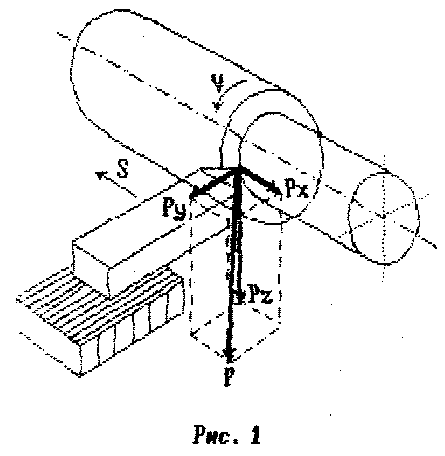
 де
СРz,
СРy,
СРx
– постоянные величины, характеризующие
вид обрабатываемого материала и исходные
условия обработки;
де
СРz,
СРy,
СРx
– постоянные величины, характеризующие
вид обрабатываемого материала и исходные
условия обработки;
t – глубина резания, мм;
S – величина подачи, мм/об; хРz, xРy, xРx, yРz, yРy, yРx – показатели степени при величинах глубины резания и подачи; KРz, KРy, KРx – поправочные коэффициенты.
хема сил.
.
25. Понятие о тепловых процессах при резании. Баланс тепла при резании
При резании металлов в зоне отделения стружки выделяется значительное количество теплоты. Тепловое состояние системы резец - стружка-деталь оказывает существенное влияние на изнашивание инструмента, на качество обработанной поверхности, на процесс трения и т.д. Изучение условий теплообразования и теплоотвода в зависимости от различных параметров процесса резания имеет большое практическое значение и позволяет: управлять теплонапряженностью процесса резания металла; выбирать материал режущей части инструмента; рекомендовать рациональные геометрические параметры режущего инструмента; задавать параметры режима резания.
Количество тепла, выделяемого в процессе резания (Q , Дж) складывается из:Q=QД+QТП+QТЗ
Расположение источников тепла представлено на рис. 1. Тепло деформации Qд образуется в зоне сдвигов по плоскости сдвигов; тепло трения Qтп на передней поверхности – в пределах площадки контакта между стружкой и инструментом шириной С1; тепло трения Qтз на задней поверхности – в пределах площадки контакта между поверхностью резания и инструментом (шириной С2).
Образовавшееся тепло распространяется из очагов его образования к более холодным местам, распределяясь между стружкой Qс , резцом Qи , деталью Qдет и окружающей средой Qос. При этом имеет место равенство – уравнением теплового баланса:QД+QТП+QТЗ=QС+QИ+QДЕТ+QОС,
На процентное распределение тепла в правой части равенства (4) главное влияние оказывают механические и теплофизические свойства обрабатываемой детали и скорость резания.