

3.4. Технологические процессы изготовления печатных плат
Для изготовления элементов проводящего рисунка ПП применяются две технологии: субтрактивная и аддитивная (рис. 3.7). Субтрактивный процесс - получение проводящих рисунков путем избирательного травления участков фольги с пробельных мест. Аддитивный процесс - получение проводящего рисунка путем избирательного осаждения проводникового материала на нефольгированный материал основания.
Односторонние печатные платы (ОПП), отличающиеся простотой и низкой стоимостью изготовления, изготавливаются по 1-, 2- и 3-му классам точности. Технологическое ограничение ширины проводников в таких платах составляет 0,25 мм, отверстий - 0,8 мм. Основными технологическими процессами изготовления таких плат являются химический негативный (табл. 3.5) и химический позитивный (табл. 3.6).

Рис. 3.7. Методы изготовления проводящих слоев печатных плат
Таблица 3.5. Основные операции химического негативного метода


Таблица 3.6. Основные операции химического позитивного метода

В случае использования нефольгированного жесткого основания схему техпроцесса изготовления ОПП можно представить в виде в табл. 3.7.
Двусторонние печатные платы (ДПП) применяют практически во всех видах ЭА. ДПП 1-, 2- и 3-го классов точности изготавливают в мелкосерийном, серийном и крупносерийном производстве, 4- и 5-го - в серийном, прецизионные -мелкосерийном производстве. Максимальные габариты ДПП 500x600 мм, минимальный диаметр отверстий -0,4 мм. Для прецизионных ДПП применяют материалы с толщиной фольги 5 мкм или нефольгированные диэлектрики. Гибкие ДПП выполняют на гибком тонком фольгированном или нефольгированном основании. В табл. 3.15 приведены основные этапы ТП изготовления ДПП на жестком фольгированном основании комбинированным позитивным методом.
Таблица 3.7. Основные операции изготовления ОПП на жестком нефольгированном основании
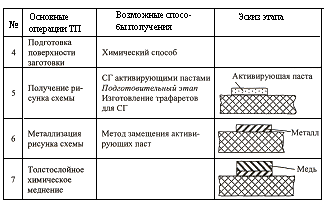
Примечание:п.1,2,3 см в табл.3.5,п.8-15 см.в табл.3.5 пункты 9-16.
При изготовлении ДПП на нефольгированном основании применяют методы, позволяющие получить ПП по 4-му и 5-му классам точности: электрохимический (полуаддитивный), аддитивный, фотоформирование, тентинг-метод, с использованием активирующих паст и др.
Таблица 3.8. Основные этапы ТП изготовления ДПП на нефольгированном основании электрохимическим методом

3.5. Основные технологические этапы в производстве печатных плат Получение заготовок печатных плат
Заготовки ПП получают из листа фольгированного или нефольгированного материала стандартных размеров путем резки на гильотинных или роликовых ножницах, дисковыми фрезами или штамповкой (рис. 3.8). Резку фрезерованием применяют в мелкосерийном многономенклатурном производстве. Проводят раскрой листа на полосы и каждой полосы - на отдельные заготовки. На заготовке предусматривают технологические поля, где располагают базовые (фиксирующие) и технологические отверстия и которые по завершении изготовления ПП удаляют штамповкой или фрезерованием (рис. 3.9).
Тест-купон - часть заготовки ПП, которая служит для оценки качества изготовления ПП, прошедшая с ней все технологические операции и отделяемая перед испытаниями.
Базовые и технологические отверстия можно получить пробивкой одновременно при вырубке заготовки ПП из полосы; пробивкой в заготовке ПП, полученной резкой; сверлением заготовок, полученных резкой или сверлением по кондуктору на настольных сверлильных станках.
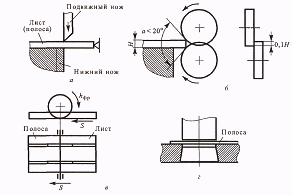
Рис. 3.8. Способы резки листа на полосы:а - на гильотинных ножницах; б - на роликовых ножницах; в - дисковыми фрезами; г - штамповкой