

Конструктивные характеристики печатных плат
По точности выполнения печатных элементов конструкции (проводников, контактных площадок и пр.) все ПП делят на пять классов (табл. 3.1): отличающиеся наименьшим номинальным размером в узком месте - участок ПП, где элементы печатного проводящего рисунка и расстояния между ними должны быть выполнены только с минимально допустимыми значениями; 1-й и 2-й классы ПП применяют в случае малой насыщенности поверхности ПП дискретными элементами и микросхемами малой степени интеграции; 3-й класс ПП - для микросхем со штыревыми и планарными выводами при средней и высокой насыщенности поверхности ПП элементами; 4-й класс ПП - при высокой насыщенности поверхности ПП микросхемами с выводами и без них; 5-й класс ПП - при оченьвысокой насыщенности поверхности ПП элементами с выводами и без них. Для поверхностного монтажа элементов используют в основном 4-й и 5-й классы ПП.
Ширину печатных проводников (рис. 3,1) рассчитывают и выбирают в зависимости от допустимой токовой нагрузки, свойств токопроводящего материала, температуры окружающей среды при эксплуатации. Края проводников должны быть ровными, проводники - без вздутий, отслоений, разрывов, протравов, пор, крупнозернистости и трещин, так как эти дефекты влияют на сопротивление проводников, плотностьтока, волновое сопротивление и скорость распространения сигналов.

Рис. 3.1. Печатные проводники и контактные площадки
Табтца 3.1. Наименьшие номинальные значения основных размеров элементов печатного монтажа для узкого места в зависимости от классов точности
Условные обозначения элементов |
Класс точности ПП |
||||
печатного монтажа |
1 |
2 |
3 |
4 |
5 |
Δ t, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,1 |
s, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,1 |
b, мм |
0,3 |
0,2 |
0,1 |
0,05 |
0,025 |
|
0,4 |
0,4 |
0,33 |
0,25 |
0,2 |
|
|
0,1 |
0,05 |
0,03 |
0;-0,03 |
|
0,25 |
0,15 |
0,1 |
0,05 |
0,03 |
-0,2 |
-0,1 |
||||
Т1,мм(ОПП,ДПП,ГПК и МПП-нар.слои) |
0,15 |
0,1 |
0,5 |
0,03 |
0,03 |
Т1,мм (МПП- внутренние слои) |
0,2 |
0,12 |
0,1 |
0,05 |
0,03 |

 ,мм
(без покрытия)
,мм
(без покрытия) 0,15
0,15 ,мм
(с покрытием)
,мм
(с покрытием) Примечание. Δt - предельное отклонение ширины проводника; T1- позиционный допуск расположения печатного проводника.
Расстояние между элементами проводящего рисунка (например, между проводниками), расположенными на наружных или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
Координатная сетка чертежа ПП необходима для координации элементов печатного рисунка. В узлах пересечений сетки располагаются монтажные и переходные отверстия (рис. 3.2). Основным шагом координатной сетки принят размер 0,5 мм в обоих направлениях. Если этот шаг не удовлетворяет требованиям конкретной конструкции, можно применять шаг, равный 0,05 мм. При использовании микросхем и элементов с шагом выводов 0,625 мм допускается применение шага координатной сетки 0,625 мм.

Рис. 3.2. Координатная сетка чертежа печатной платы
В случае необходимости применения координатной сетки с шагом, отличным от основных, предпочтительным является шаг, кратный основным шагам координатнойсетки. При использовании микросхем зарубежного производства с расстояниями между выводами по дюймовой системе допускается использование шага координатной сетки,кратного 2,54 мм.
Диаметры монтажных и переходных отверстий (металлизированных и неметаллизированных) должны соответствовать ГОСТ 10317 79 и выбираться из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4 ;2,5; 2,6; 2,7; 2,8; 3,0. Монтажные отверстия предназначены для установки микросхем и ЭРЭ, а переходные отверстия - для электрической связи между слоями или сторонами ПП.
Размеры ПП, если они специально не оговорены в ТЗ, определяются с учетом количества устанавливаемых элементов, их установочных площадей, шага установки, зон установки разъема и пр. Линейные размеры ПП рекомендуется выбирать по ГОСТу (табл.3.2). Соотношение линейных размеров сторон ПП должно составлять не более 3:1.
Кривизна ПП (цилиндрическое или сферическое искривление основания) может появиться в результате воздействия высокой температуры и влажности (рис. 3.3). Допустимое значение изгиба ПП К на длине 100 мм составляет для ОПП и ДПП 1,5 мм; для МПП — 2,0 мм.
Таблица3.2. Линейные размеры ПП
Ширина,мм |
Длина,мм |
Ширина,мм |
Длина,мм |
Ширина,мм |
Длина,мм |
Ширина,мм |
Длина,мм |
20 |
30 |
60 |
90 |
100 |
120 |
140 |
150 |
40 |
100 |
130 |
200 |
||||
30 |
40 |
140 |
110 |
150 |
150 |
150 |
|
160 |
170 |
170 |
|||||
40 |
60 |
75 |
75 |
120 |
120 |
180 |
|
45 |
75 |
90 |
140 |
200 |
|||
80 |
170 |
150 |
160 |
170 |
|||
50 |
60 |
80 |
130 |
160 |
200 |
||
80 |
140 |
170 |
170 |
180 |
|||
100 |
90 |
90 |
180 |
200 |
|||
150 |
120 |
200 |
280 |
||||
60 |
60 |
150 |
130 |
200 |
200 |
360 |
|
80 |
170 |
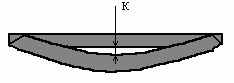
Рис. 3.3. Изгиб печатной платы

Рис. 3.4. Скручивание печатной платы
Коробление ПП (спиральное искривление противоположных кромок основания ПП, скручивание) может привести к разрыву проводников, осложняет процесс изготовления ПП и установки элементов при сборке модуля (рис. 3.4).