

4.5. Фальцевальное оборудование и перспективы развития технологии фальцевания
Мировые фирмы-производители фальцевального оборудования выпускают кассетные и комбинированные фальцевальные машины, ножевые фальцевальные машины не выпускаются в виду перечисленных ранее недостатков.
Маркировка фальцевальных машин большинства фирм-производителей состоит из буквенного и цифрового обозначения. Буквы чаще всего обозначают способ фальцовки, а первые цифры – максимальную ширину листа, входящего в первую кассету, последующие цифры обозначают количество кассет в каждой фальцевальной секции. В комбинированных фальцевальных машинах последний сгиб – ножевой. Примеры маркировки кассетных машин: TD-56, TD-66, TD-78, Т-460, Т-700, FA-35, FA-72; комбинированных: KD-56, KD-66, KD-78, K-530, K-800.
В каждой кассетной секции фальцмашин установлено от 2 до 6 кассет, поэтому в одной секции можно получить несколько параллельных сгибов. Варианты фальцовки при использовании двух кассет представлены на рисунке 4.7.
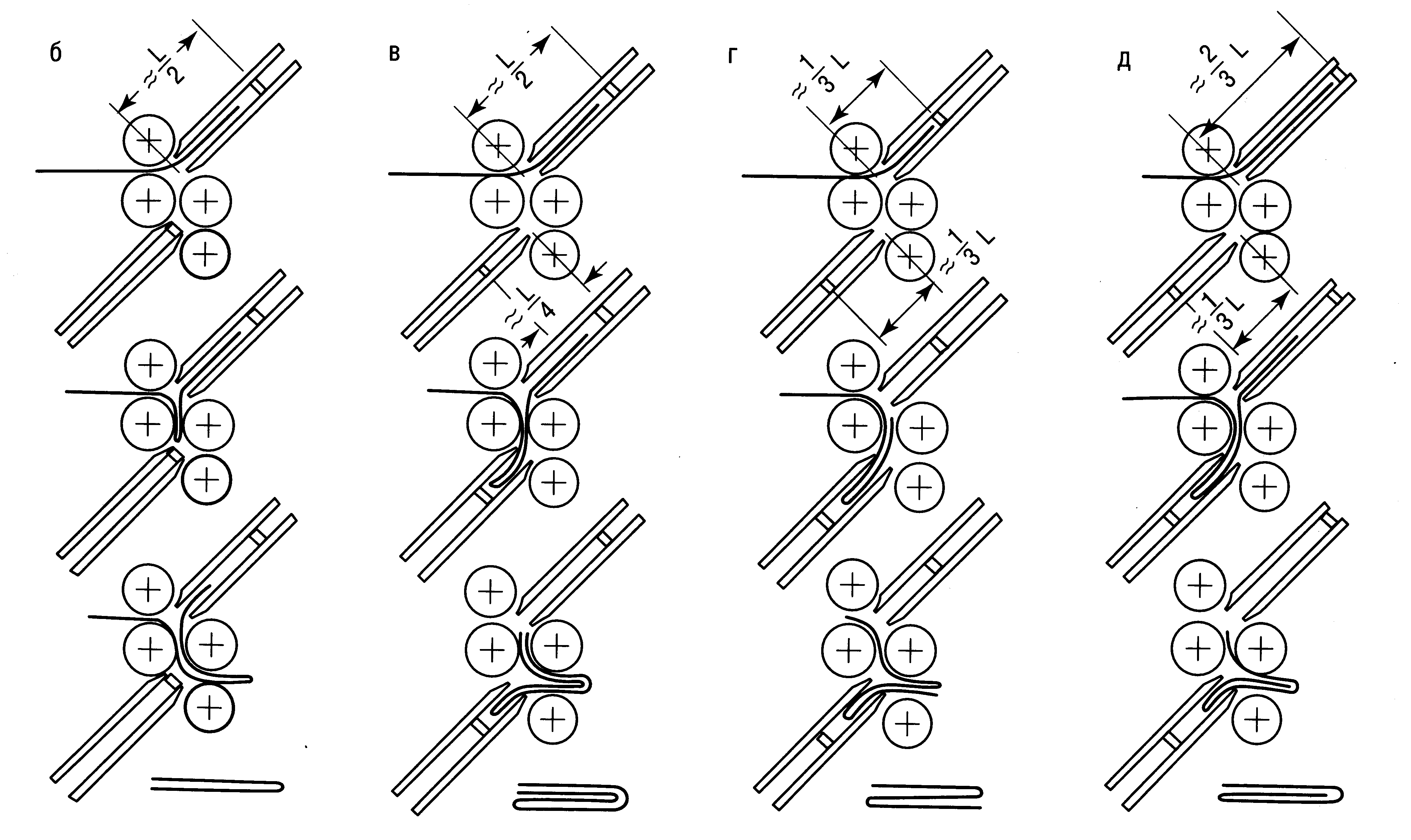
Рис. 4.7. Варианты фальцовки при использовании в одной секции 2-х кассет
Из приведенного рисунка видно, как в одной фальцсекции кассетной машины можно получить различные варианты параллельной фальцовки, изменяя положение регулируемого упора.
Фальцевальное оборудование используется не только для получения сфальцованных тетрадей. Есть специализированное оборудование для фальцевания и склеивания предварительно вырубленных отбигованных картонных заготовок для коробок. Это так называемые фальцевально-склеивающие линии (ФЦСК), они имеют модульное построение и могут оснащаться широким спектром разнообразных опций, позволяющих изготавливать коробки различной конструкции. В состав линии помимо фальцующих входят клеевые секции, наносящие клей в момент прохождения заготовки над или под клеевой головкой. Число клеевых секций определяет сложность конструкции коробок. ФЦСК рассчитаны на работу с различным по массе картоном, включая гофрокартон с профилем “Е”. Кроме коробок, ФЦСК линии могут производить и другие виды продукции – обложки с клапанами, интегральные переплетные крышки. На Российском рынке широко представлены фальцевально-склеивающие линии фирмы SBL серии TS: TS 750W/ TS; 1000W/ TS; 1200 (цифры указывают максимальную длину заготовки); компании YAWA: YAWA ZH800B / ZH1000B. Есть специализированные фальцевально-склеивающие линии для изготовления конвертов.
Фальцевальные машины совершенствуют в направлении сокращения времени переналадок, регулировок и снижения уровня шума. Компьютер фальцевальной машины может содержать более 80 видов вариантов фальцовки, можно провести программирование собственных заказов. При вводе исходного формата листа компьютер вычисляет необходимые значения регулируемых параметров: для упоров кассет и боковой направляющей, зазора между фальцевальными валиками, длины присасывания и расстояния между листами. Эта индикация позволяет упростить регулировку машины без проведения предварительной фальцовки образца вручную и без его измерений. При вводе скорости машины дополнительно указывается скорость фальцаппаратов и выводного устройства, регулировка выполняется автоматически.
Необходимая степень автоматизации зависит от сферы применения фальцевальной машины, она выше на предприятиях цифровой печати где часто меняются заказы. Кроме того, степень автоматизации зависит от конструкции машины, на малоформатных фальцмашинах из-за габаритов невозможна установка сервомоторов для каждой кассеты.
Снижение уровня шума фальцевальных машин достигается за счет установки шумозащитных кожухов на все фальцаппараты. При их отсутствии уровень шума может достигать 80 децибел, и фальцотделение необходимо изолировать от остальных производственных помещений.