

4.1. Варианты фальцовки
Вариант фальцовки должен быть выбран до печати, т.к. он определяет спуск полос при подготовке к печати. Вариант фальцовки зависит от объема тетрадей, геометрических размеров и доли листа, направления отлива бумаги в тетради по отношению к линии корешка книги и от экономичности процесса фальцовки и последующих операций. Варианты фальцовки классифицируются по следующим признакам:
количеству сгибов;
взаимному расположению последовательных сгибов;
положению сгибов на листе;
наличию и месту разрезки;
количеству одновременно фальцуемых листов.
Зависимость количества долей и страниц в тетради от количества сгибов показана в таблице 4.1.
Таблица 4.1
Количество сгибов в тетради |
Количество долей в тетради |
Количество страниц в тетради |
0 |
1 |
2 |
1 |
2 |
4 |
2 |
4 |
8 |
3 |
8 |
16 |
4 |
16 |
32 |
По количеству сгибов фальцовка бывает односгибная, двухсгибная, трехсгибная, четырехсгибная. В один сгиб фальцуются форзацы, обложки, накидки, вкладки, дробные части печатного листа.
По взаимному расположению последовательных сгибов фальцовка может быть параллельной, перпендикулярной и комбинированной.
Параллельная фальцовка требует специального спуска полос, при котором все страницы издания располагаются в одну линию. Такой спуск не удобен в работе и применяется для изготовления буклетов, детских книжек.
Комбинированная фальцовка применяется в основном при книжной фальцовке на ролевых ротационных печатных машинах, что вызвано конструкцией машины. При этом варианте волокна бумаги располагаются поперек последнего сгиба, что снижает качество тетрадей.
При четырехсгибной фальцовке образуются две замкнутые полости, и воздух не может выйти из них, при фальцовке образуются складки и морщины, поэтому рекомендуется перфорация головочного сгиба.
По положению сгибов на листе фальцовка бывает симметричная и смещенная со шлейфом. При симметричной фальцовке сгиб располагается по оси симметрии бумажного листа. Шлейф нужен для раскрывания тетради посередине при шитье нитками или проволокой.
По наличию и месту разрезки фальцовка бывает с промежуточной разрезкой, с концевой разрезкой и без разрезки. Промежуточная разрезка дисковыми ножами использовалась ранее в многотетрадных фальцевальных машинах. Этот прием позволял получать из одного бумажного листа 2, 4, 8 разных или одинаковых тетрадей. Фальцовка с концевой разрезкой применяется в рулонных ротационных машинах для разделения тетрадей «двойников».
По количеству одновременно фальцуемых листов различают с подборкой и без подборки.
4.2. Способы образования фальцев и их сравнительная характеристика
Существует 4 способа образования фальца: вороночный, клапанно-барабанный, ножевой и кассетный.
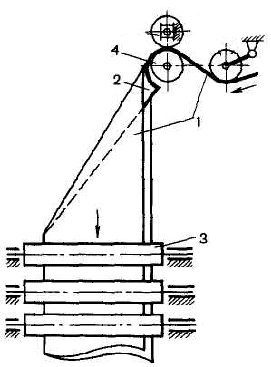
Рис. 4.1 Схема вороночного образования фальца
В вороночных фальцевальных устройствах сгиб вдоль бумажного полотна 1 образуется при помощи треугольной наклонной плоскости с закругленными ребрами воронки 2 и обжимных валиков 3. Преимущества – не имеют ограничения в скорости и позволяют одновременно фальцевать несколько полотен. Недостаток – наличие отмарывания.
Клапанно-барабанный способ (рис. 4.2) позволяет получать перпендикулярные сгибы после продольной фальцовки. При непрерывном вращении подающего 1 и фальцующего 2 барабанов середина листа 3 вводится ножом 5 в открытую щель между подвижным клапаном 6 и неподвижной колодкой 7 фальцующего барабана, лист удерживается на барабане с помощью графеек 4.
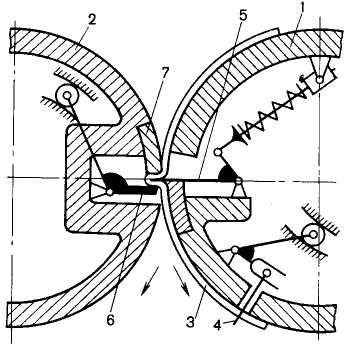
Рис. 4.2 Схема образования фальца клапанно-барабанным способом
Преимущества: позволяет фальцевать сразу два листа (при фальцовке с подборкой), ротационный принцип обеспечивает высокую скорость.
Недостатки: точность фальцовки ниже, неплотная затяжка фальца, т.к. в петле в момент фальцовки находится нож. Сгиб происходит всегда поперек отлива волокна.
При ножевом способе фальцевания (рис. 4.3) перед сгибом лист 1 выравнивается для обеспечения правильного положения сгиба по неподвижным передним упорам и подвижному боковому упору 2, тупой нож 3 проталкивает лист 1 между фальцующими валиками 4.
Преимущества: обеспечивает максимальную точность ±0,5 мм, с одинаковой точностью фальцует любые бумаги.
Недостатки: нож совершает возвратно-поступательное движение, и поэтому с увеличением скорости возрастают инерционные нагрузки. Возможен только один вариант фальцовки – взаимно-перпендикулярный. Поэтому ножевой способ используется только в комбинации с кассетным.
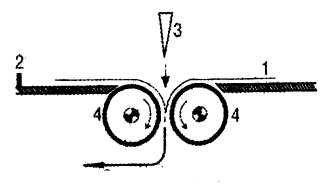
Рис. 4.3. Схема ножевого способа образования фальца
При кассетном образовании фальца (рис. 4.4) лист бумаги 1 проводится в кассету 4 до упора 5, образующаяся петля захватывается фальцующими валиками 3, которые обжимают образовавшуюся петлю.
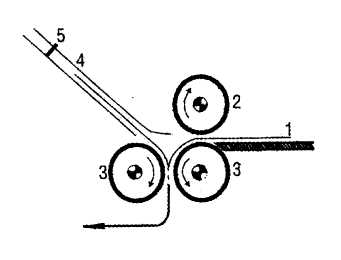 Рис.
4.4. Схема кассетного способа образования
фальца.
Рис.
4.4. Схема кассетного способа образования
фальца.
Преимущества: основные механизмы имеют ротационный принцип действия, а устройства для равнения неподвижны, поэтому скорость фальцевания большая. Разнообразие вариантов фальцовки: перпендикулярная, параллельная, комбинированная.
Недостатки: неточность места сгиба, т.к. в момент образования сгиба лист передней кромкой упирается в упор, а подающие валики продолжают толкать лист в кассету, лист изгибается между стенками кассеты, пока петля не будет захвачена фальцующими валиками. Положение сгиба определяется сопротивлением бумаги продольному сгибу, расстоянием между стенками кассеты, скоростью подачи листов. Тонкая бумага с малой объемной массой и плотная сильно деформируется и неточно фальцуется. Слишком жесткая бумага с объемной массой 1 м2 больше 120 г также может фальцеваться неточно в связи с тем, что жесткость ее неравномерна. Поэтому для фальцевания на кассетных машинах пригодна бумага с массой 1 м2 60–120 г, предварительная биговка позволяет фальцевать бумаги до 140 г/м2.