

12.3. Заклейка и окантовка корешка
Основное назначение операции заклейки корешка – закрепить на корешке нитяной шов (при потетрадном шитье нитками) от распускания и сформировать клеевую пленку, способную удержать от смещения тетради при последующей обрезке с 3-х сторон, а также обеспечить необходимую прочность при круглении и отгибке фальцев.
Требования к клею:
– хорошая адгезия к бумаге;
– вязкость клея должна обеспечивать затекание его между тетрадями для их скрепления между собой;
– образуемая клеевая пленка должна быть эластичной, не разрушаться при круглении и отгибке фальцев.
Этим требованиям отвечает ПВАД с содержанием пластификатора 15 % по с.о., для операции заклейки корешка блоков, сшитых потетрадно нитками, ПВАД разбавляют водой до концентрации с.о. 33 %. Для операции окантовки корешка используют ПВАД (с.о. не менее 50 % и содержание пластификатора 15 % по с.о.). Для окантовки блоков, сшитых потетрадно нитками, может использоваться термоклей. Костный клей для заклейки корешка блоков, сшитых нитками, следует исключить, ввиду его жесткости и хрупкости.
При заклейке блоков, сшитых потетрадно нитками на марле, используется разбавленная ПВАД с содержанием с.о. 33 %, следует избегать попадания клея на марлевые клапаны, т.к. это может осложнить вставку блоков в переплетную крышку.
Оценка качества заклейки:
– равномерность клеевого слоя на корешке;
– отсутствие затеков клея в проколы от игл стежков;
– глубина затекания клея между 16-страничными тетрадями 1 мм, 32-страничными – 2 мм;
– полнота высыхания клея «на отлип»;
– прочность склейки тетрадей 0,5–0,8 кН/м;
– коэффициент спрессованности блока из 16-страничных тетрадей 0,7–0,83, из 32 страничных 0,8–0,9.
Заклейку корешка необходимо производить, когда корешок находится в зажатом состоянии и выступает из зажимов на 4–6 мм. Это вызвано набуханием корешковой зоны бумаги и последующим утолщением корешка, плотно обжатый корешок препятствует этому процессу. В машине для заклейки корешка МЗС и агрегатах SB-3100 блок в момент заклейки и последующей сушки находится в зажатом состоянии, что повышает качество заклейки. При ручном способе заклейки необходимо обеспечить обжим корешковой части блока в стапеле. Схемы устройств для заклейки корешка блоков представлены на рисунке 12.5: а) МЗС; б) SB-3100.
В процессе окантовки корешка при клеевом бесшвейном скреплении клей сначала наносится на корешок с помощью двух клеевых валиков и распределяющего валика (рис.12.6).
|
|
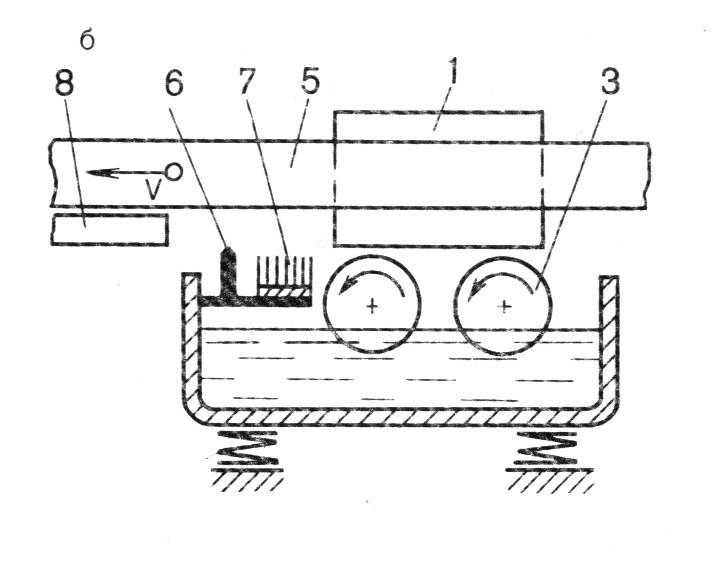
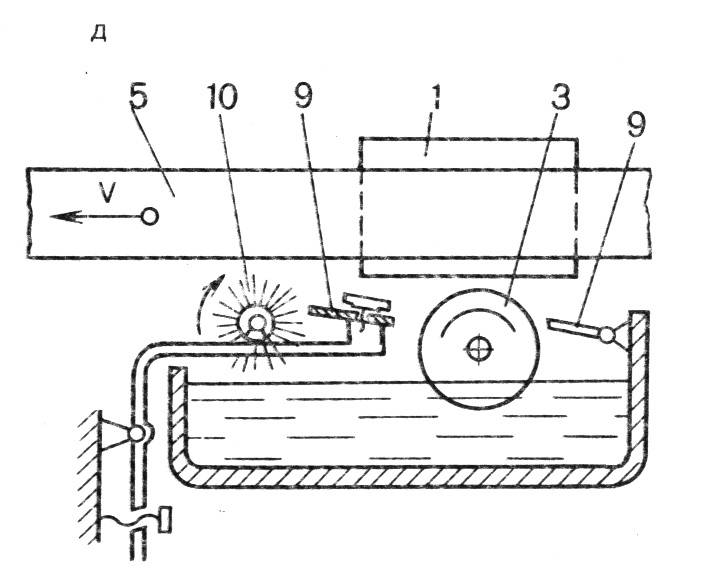
а) б)
Рис.12.5 Схемы устройства для заклейки корешка:
1 – блок; 2 – клеевая ванна; 3 – клеенаносящий валик;
5 – зажимные пластины или ленты; 6,9 – ракель; 7 – щетка; 8 – опорная пластина
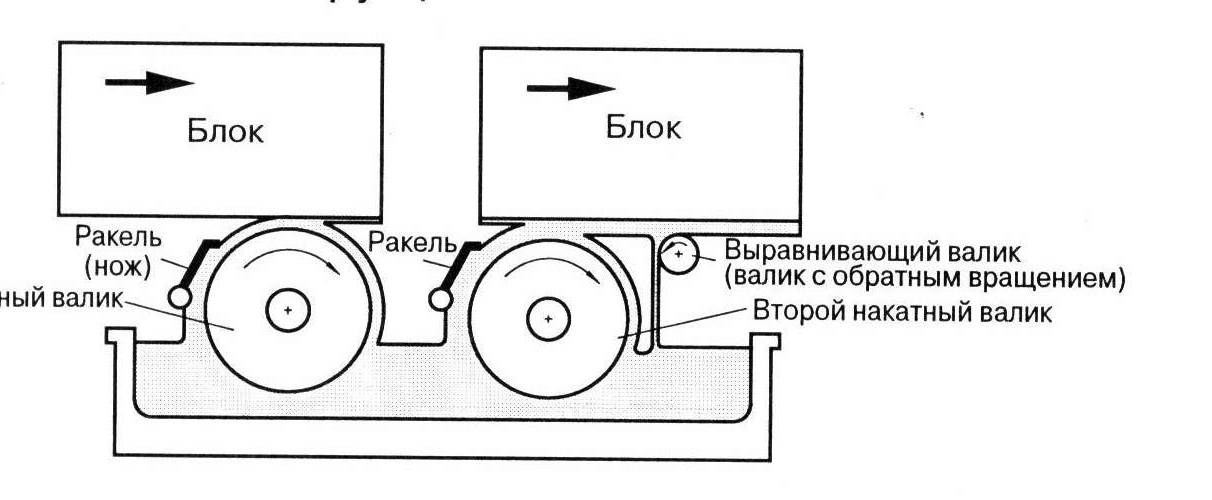
Рис. 12.6. Система нанесения клея на корешок при КБС
О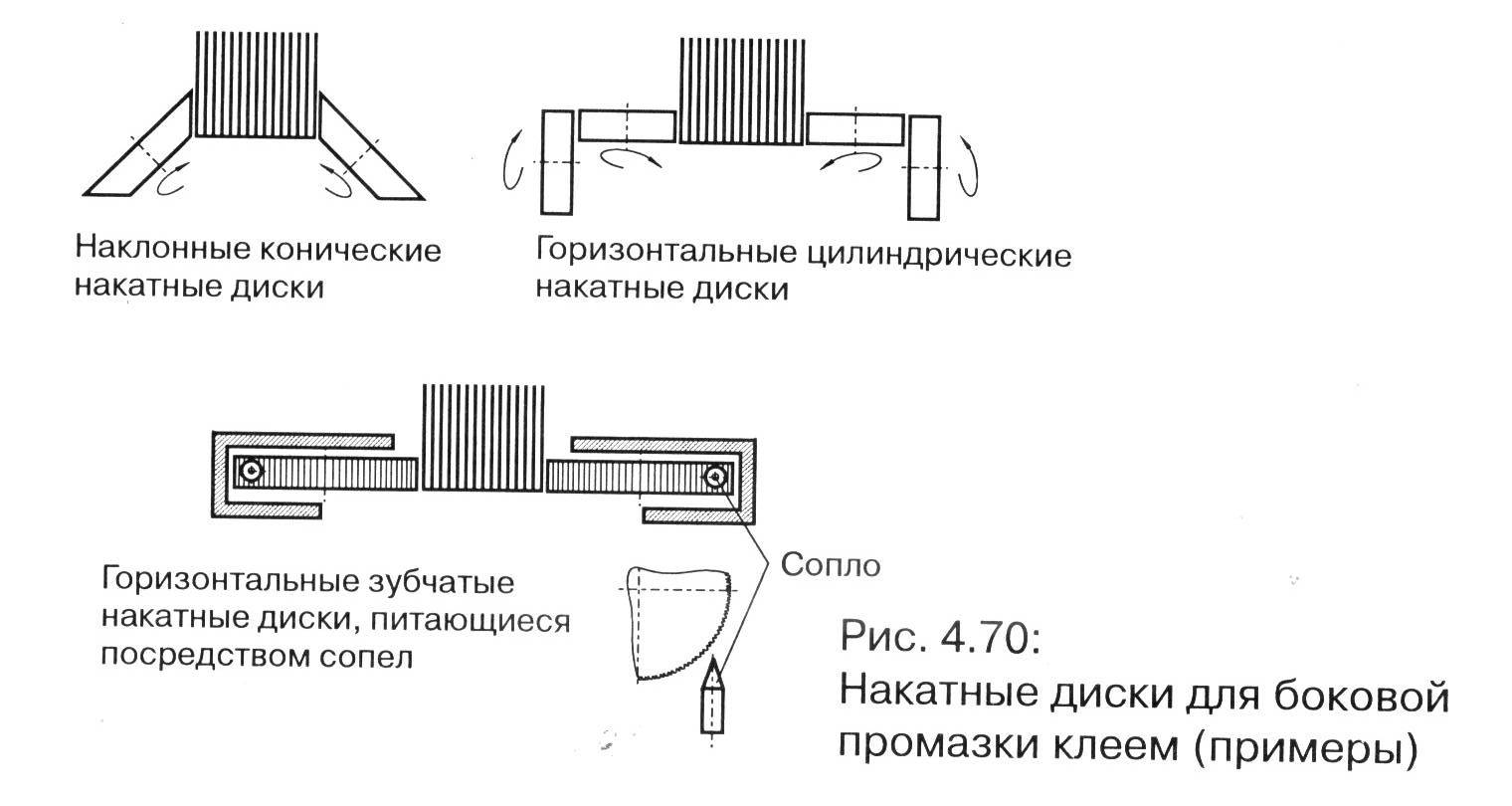 кантовка
предполагает приклейку окантовочного
материала на всю площадь корешка блока
с заходом на форзацы на 15–20 мм, поэтому
необходима система для боковой площадки
с клеем. Варианты боковой промазки
представлены на рисунке 12.7.
кантовка
предполагает приклейку окантовочного
материала на всю площадь корешка блока
с заходом на форзацы на 15–20 мм, поэтому
необходима система для боковой площадки
с клеем. Варианты боковой промазки
представлены на рисунке 12.7.
Рис. 12.7. Накатные диски для боковой промазки клеем
Окантовочные секции могут быть построены по принципу продольной или поперечной окантовки, первый используется при линейном построении машины, второй – при конвейерном. Принципиальные схемы продольной и поперечной окантовки приведены на рисунках 12.8 и 12.9.
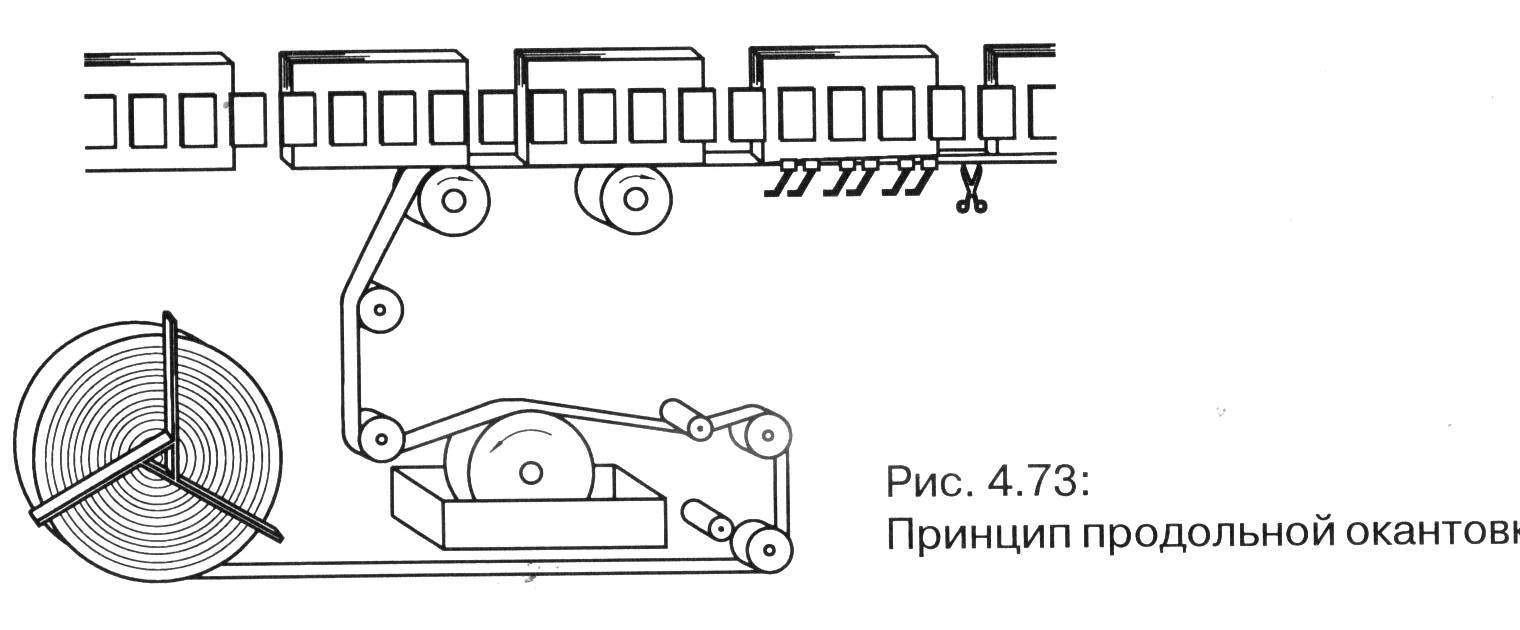

Рис.12.8. Принципиальная схема продольной окантовки
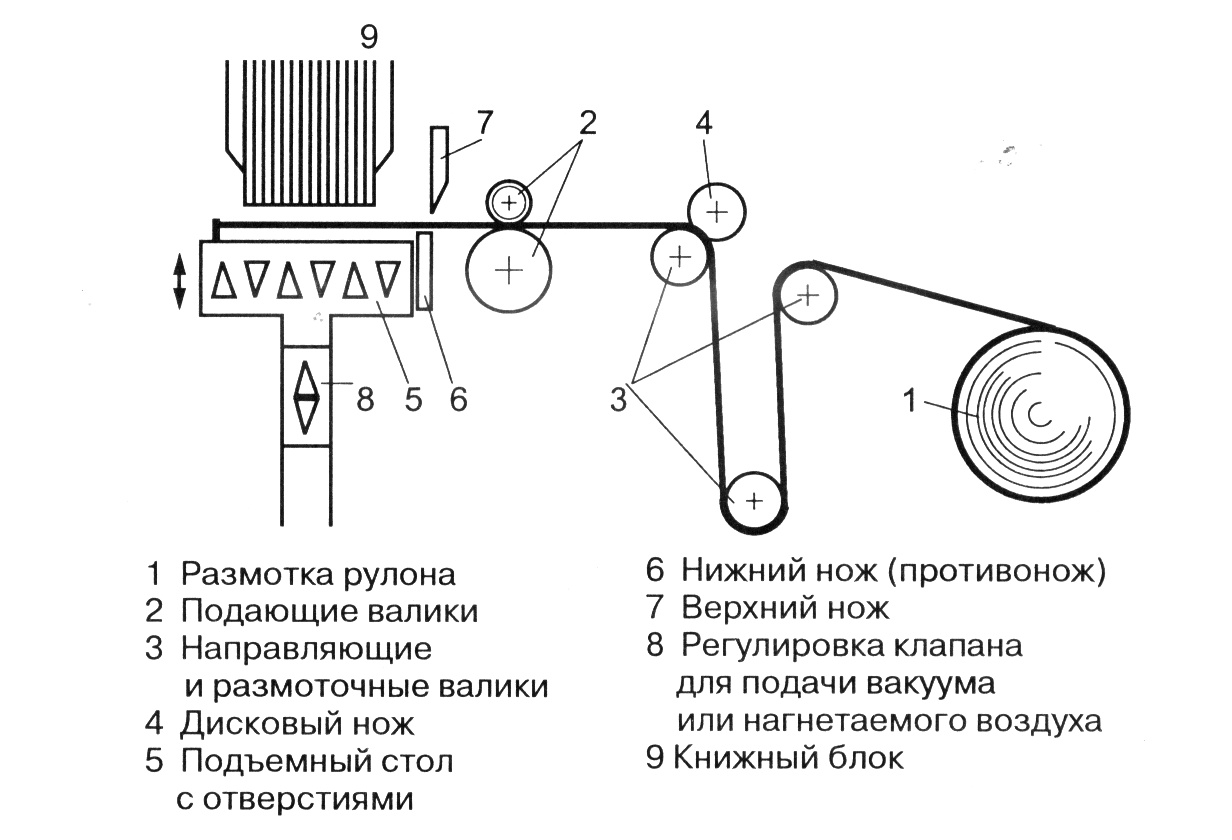
Рис. 12.9. Принципиальная схема поперечной окантовки:
1 – рулон; 2 – подающие валики; 3 – размоточные валики; 4 – дисковый нож; 5 – подъемный стол с отверстиями; 6 – нижний противонож; 7 – верхний нож; 8 – регулировка клапана для вакуума; 9 – книжный блок
С точки зрения качества продольная окантовка предпочтительней, т.к. направление волокон бумаги для окантовки долевое совпадает с корешком и при увлажнении бумага более растягивается в поперечном направлении и плотно прикатывается к корешку без складок и заломов. Кроме того, если в дальнейшей обработке корешка предполагается кругление, то такое направление раскроя позволит создать устойчивую форму.
При поперечной окантовке бумага подается с широкого рулона, поэтому направление ее отлива по отношению к корешку поперечное. В процессе приклейки из-за набухания и растяжения бумаги могут возникнуть складки, заломы, волнистость. Размер окантовочного материала по высоте равен высоте необрезанного блока, по ширине: Шо.м.=Тбл+2·15, где Тбл – толщина блока. В качестве материала используется бумага, микрокрепированная бумага.