

6.5. Присоединение дробных частей листа
Присоединение дробных частей листа осуществляется различными способами. Если блок состоит из 16-страничных тетрадей, а дробная часть 8-страничная, то для клеевого бесшвейного скрепления она комплектуется отдельной тетрадью, а для потетрадного шитья нитками формируется 24-страничная тетрадь (16+8), 4-страничная присоединяется как приклейка. Количество страниц в дробной доли определяется следующим образом:
Sдр=Sпл∙d,
где Sпл – число страниц в п.л.;
d – дробная часть п.л.
Если блок состоит из 32-страничных тетрадей, то дробные части листа в 2,4 страницы приклеиваются, а 8-страничные накидываются на 16-страничную тетрадь, либо фальцуется отдельной 24-страничной тетрадью, со специальным спуском и вариантом фальцовки.
Пример. Объем = 10,25 п.л, доля 1/32.
Количество страниц в дробной доле 0,25∙32 = 8 стр.
32 стр. – 9 тетрадей.
16 + 8 = 24 стр. – 1 тетрадь.
16 стр. – 1 тетрадь.
Дробную часть нельзя располагать на первой и последней тетрадях блока, это ослабляет его скрепление. Дробные части необходимо располагать на 3-й или 4-й тетради от конца или начала блока.
7. Комплектовка блоков
Процесс сбора тетрадей и расположение их в определенном порядке в соответствии с нумерацией страниц называется комплектовкой.
Существует два способа комплектовки: подборкой и вкладкой. При комплектовке вкладкой одна тетрадь вкладывается в другую, а при комплектовке подборкой тетради размещаются одна за другой в виде стопы. Выбор способа комплектовки определяется характером издания, длительностью и условиями пользования, количеством страниц и толщиной бумаги.
Технология машинной комплектовки вкладкой заключается в том, что на внутреннюю тетрадь последовательно накидываются тетради, раскрытые посередине. Последней накидывается обложка. Вкладкой комплектуются только малообъемные (до 80 стр.) брошюры и журналы, отпечатанные на достаточно тонких бумагах массой 1 м2 не более 80 г.
Комплектовка подборкой применяется для брошюр среднего и большого объема и для книг объемом больше 80 страниц. Комплектовка подборкой осуществляется либо вручную (при малых тиражах), либо на листоподборочных машинах.
Комплектовка подборкой может осуществляться отдельными листами или тетрадями. Для комплектовки листами используются машины вертикального построения (например Duplo DC-6,8,10) либо горизонтального (Laconda), число самонакладов машин вертикального построения от 6 до 10, горизонтального от 5 до 40 в зависимости от требований заказчика. Машины, комплектующие листами, используют для оперативного издания брошюр, календарей. Их, как правило, агрегатируют с оборудованием для скрепления проволокой в накидку, фальцовки блока в 1 сгиб и обрезки переднего поля. Календари на пружинах скрепляются на специальном оборудовании.
Машины для комплектовки блоков из сфальцованных тетрадей имеют горизонтальное построение. Они состоят из магазинов с тетрадями, тетради из магазинов отделяются снизу, чтобы иметь возможность пополнять магазин. Тетради передаются в транспортный канал, где они укладываются друг на друга в соответствии с нумерацией страниц. Контроль правильности комплектовки осуществляется по меткам, нанесенным на фальц тетрадей.
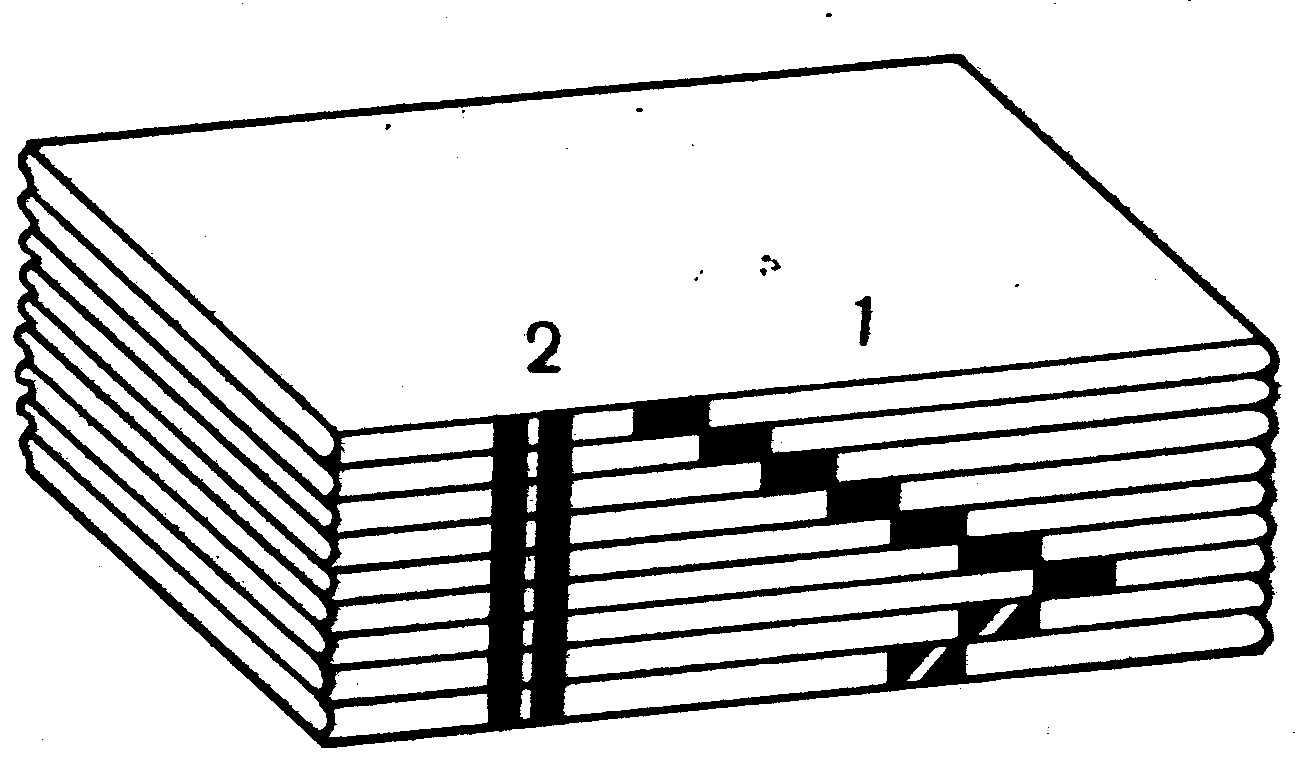
Рис.7.1. Корешковые метки книжного блока:
1 – потетрадные; 2 – позаказные
Различают потетрадные и позаказные метки. В самонакладе тетради рекомендуется располагать сигнатурой вверх (если есть приклейки, то приклейками вверх). В этом случае облегчается контроль при заполнении магазинов.
Помимо корешковых меток на переднее поле тетради в зоне будущей обрезки могут быть нанесены метки в виде штрих-кодов, которые считываются сканером. Положение меток в каждой тетради отличается, в соответствии с этим регулируется сканер. Идентификация дефектной тетради однозначна и не зависит от отклонений в печатном процессе.
Если количество тетрадей в блоке кратно числу магазинов, можно подбирать по 2 или 3 блока за удар (1 удар – 1 блок). В случае, если в блоке тетрадей больше чем магазинов, возможны 2 варианта:
1) подбирать 2 блока за 2 приема и вручную соединять половинки;
2) при достаточной загрузке ставят две машины, соединяя общим транспортером.
Машины желательно ставить однотипные с одинаковым числом магазинов, частота остановок зависит от числа секций (чем больше секций, тем чаще остановки). Для некоторых ниткошвейных машин применяется обратный порядок комплектовки, так как там применяется правый шлейф.
Магазины для тетрадей сконструированы так, что они легко и постоянно могут загружаться. Загрузка магазинов может производиться вручную, при помощи штанговых или рольных самонакладов. Штанговые самонаклады это пачки тетрадей большой длины (от 0,6 до 1,2 м), запрессованные между двумя прокладками и обвязанные тесьмами или лентами на приемке фальцевальных машин (см. п. 5) или на приемке рулонной ротационной машины. Для загрузки магазинов подборочной машины пачка с помощью ручного крана устанавливается на подаче вертикально-стапельного или плоскостапельного самонаклада. При такой схеме пополнения самонакладов достаточно одного оператора на 6 магазинов. При загрузке с роля сфальцованные тетради хранятся в виде рулона, получаемого намоткой сфальцованных тетрадей при каскадном выкладе на сердечник рулона с лентой, обеспечивающей фиксирование тетрадей и закрытие роля липкой наклейкой. Роль с помощью роботов устанавливается в секцию размотки и каскадный поток тетрадей через круглостапельный самонаклад подается на стол подачи, с которого и производится загрузка плоскостапельного магазина листоподборочной машины. Применение штанговой или рольной загрузки наиболее эффективно в высокоскоростных линиях клеевого бесшвейного скрепления или на линиях для журнальной продукции, скрепленной проволокой внакидку, потребность в персонале сокращается на одну треть.
Листоподборочные машины могут осуществлять приклейку компакт-дисков, пробников, рекламных приложений. В магазин загружаются необходимые для приклейки детали, на которые наносят полоски термоклея при выходе из магазина и в транспортном канале деталь приклеивается к верхней части тетради.
Факторами, влияющими на точность и производительность комплектовки подборкой, являются количество магазинов (секций) в машине, качество подготовки тетрадей, степень автоматизации оборудования. Увеличение числа магазинов в машине более 30 снижает надежность в работе. Остановки машины могут быть вызваны неподачей тетради, подачей двух тетрадей, отсутствием запланированных вклеек в тетрадь, перекосом тетради и ее застреванием при подаче, отсутствием тетрадей в магазине, ошибочной тетрадью, смятием приклеек к тетради. Качество подготовки тетрадей оценивается по степени высыхания вклеек, коэффициенту спрессованности тетрадей, смятию фальцев и их надрыву. Высокотехнологичные, оснащенные электроникой устройства управления современными листоподборочными машинами позволяют значительно повысить надежность работы оборудования.
Направлениями совершенствования подборочных машин является повышение надежности, увеличение коэффициента загрузки, автоматизированный контроль правильности комплектовки, замена ручной загрузки самонакладов штанговыми и рольными, агрегатирование комплектовки с печатными и послепечатными процессами.