

11.6 Комбинированные методы обработки (кмо)
Это методы, в которых процесс преобразования или удаления обрабатываемого материала происходит в результате одновременного протекания двух или нескольких воздействий: электрохимического и механического, электрохимического и электронного, ультразвукового и механического и др. Основным преимуществом КМО является более высокая производительность по сравнению с отдельно используемыми составляющими воздействиями. Основными КМО являются: электрохимическая комбинированная обработка, электроэрозионная комбинированная обработка, ультразвуковая комбинированная обработка, плазменномеханическая обработка, магнитная комбинированная обработка.
Электрохимическая комбинированная обработка (ЭХКО) делится на две группы.
1. Электрохимическое анодное растворение обрабатываемого материала сочетается с механическим воздействием.
2. Электрохимическое анодное растворение сочетается с воздействием электрических разрядов.
К первой группе относится электроабразивная.
Электроабразивная. Анодное растворение поверхностного слоя токопроводящей обрабатываемой заготовки сопровождается механическим удалением труднорастворимых веществ, образующихся при анодном растворении на поверхности обрабатываемой заготовки. Механическое удаление производится вращающимся токопроводящим абразивным инструментом, контактирующим при незначительном давлении с обрабатываемой заготовкой. Достигается производительность съёма металла до 4000 мм3/ мин и обеспечивает шероховатость обработанной поверхности в пределах Ra=0,08…0,16 мкм. Этим методом производится круглое наружное шлифование, заточка твёрдосплавных режущих инструментов, разрезка материалов.
В качестве абразивного инструмента применяется шлифовальные круги на токопроводящей связке: керамической, содержащей графит, либо металлической или шаржированные абразивом металлические диски. Особенно эффективно применение алмазных кругов на металлической связке - толщина снимаемого припуска может достигать 3…5 мм.
Применяется метод, в котором анодное растворение материала обрабатываемой заготовки сочетается с абразивным удалением образующихся на поверхности заготовки труднорастворимых веществ с помощью абразивных частиц, которым сообщают механические колебания с ультразвуковой частотой. Такая обработка называется анодно-ультразвуковой в абразивонесущем электролите. При этом ультразвуковые колебания передаются электроду – инструменту.
Ко второй группе относится электрохимическая – электроэрозионная обработка, основанная на одновременном протекании процессов анодного электрохимического растворения обрабатываемого материала и электроэрозионного его разрушения под действием электрических разрядов. При этом электроды – обрабатываемая заготовка и инструмент питаются постоянным током низкого напряжения, необходимого для осуществления электрохимического процесса, и получают одновременно импульсы напряжения от генераторов импульсов, необходимых для осуществления электроэрозионного процесса. По мере удаления материала электроду – инструменту сообщается подача. В качестве электролита применяется 10% -ный раствор поваренной соли NaCl. Данный метод особенно эффективен для прошивания. При этом скорость подачи электрода инструмента до глубины 10 мм в 10…15 раз превышает скорость подачи при электрохимическом прошивании. Поэтому данный метод даёт большой эффект при прошивании отверстий глубиной не более 10 мм, диаметром 0,5…5 мм, а также при разрезке заготовок небольшой толщины.
Ультразвуковая электроэрозионная обработка заключается в том, что электроду-инструменту, подключённому к отрицательному полюсу источника питания, сообщаются механические колебания ультразвуковой частоты. Такая обработка применяется для прошивания отверстий малого диаметра, 0,5…1 мм, прорезания узких пазов и обеспечивает повышение производительности в 4…20 раз по сравнению с электроэрозионной обработкой без ультразвука. При этом длительность электрических импульсов не превышает 1 мкс и обеспечивается шероховатость обработанной поверхности не более Ra=0,2 мкм. Электрические импульсы на электрод-инструмент подаются в период отвода его в процессе ультразвуковых колебаний.
Абразивно-магнитная обработка заключается в том, что между полюсами магнита размещается обрабатываемая заготовка и твёрдый ферромагнитный абразивный порошок. При этом абразивные частицы своей длинной стороной располагаются вдоль силовых линий, что обеспечивает большие передние углы, значительно превышающие передние углы абразивных зёрен при обычном шлифовании. Магнитное поле обеспечивает силовое воздействие абразивных зёрен на обрабатываемую заготовку. Обработка – шлифование или полирование может производиться при вращательном движении обрабатываемой заготовки или при вращательном движении магнитов и неподвижной заготовке. При этом заготовкой или магнитам может сообщаться движение подачи вдоль оси обрабатываемой заготовки.
Данный метод применяется главным образом для полирования, так как позволяет получать поверхности с шероховатостью Ra=0,03…0,16 мкм при значительной толщине удаляемого припуска, достигающей 2…3 мм, что сильно зависит от свойств абразивного порошка, в качестве которого применяют порошки из закалённого чугуна, керметов, никель-цинкового феррита, марганцово - цинкового феррита и др.
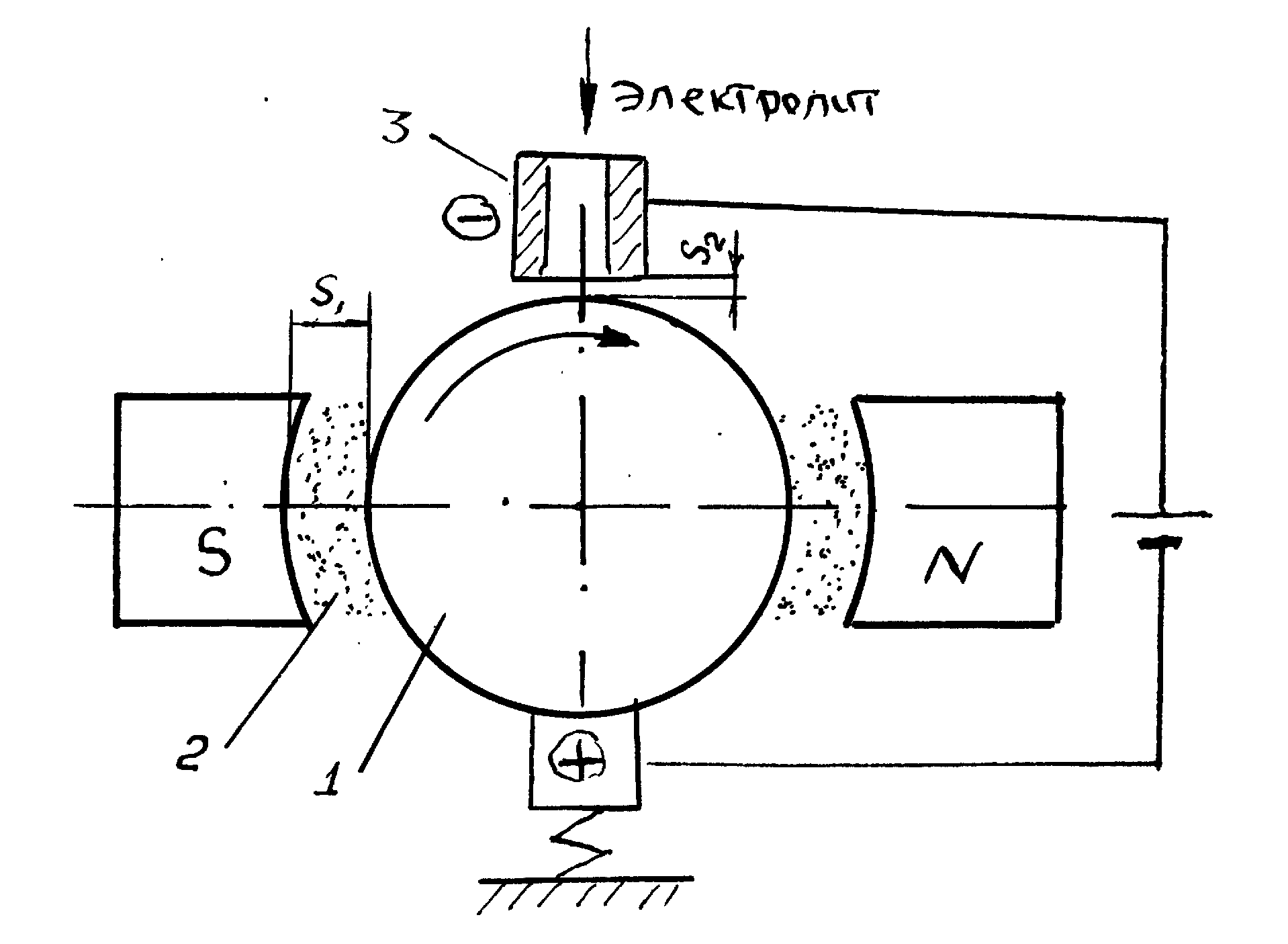
Рис. 11.23 Схема магнито - абразивной электрохимической обработки
наружной поверхности
Более эффективной является магнитно-абразивная электрохимическая обработка, схема которой показана на рис. 11.23. Между полюсами и магнитом N и S помещают обрабатываемую заготовку 1. Зазор между полюсами магнита и обрабатываемой заготовкой заполняются ферромагнитным абразивным порошком 2. Заготовка подключается к положительному полюсу источника питания, а электрод – инструмент - к отрицательному. В зазор между заготовкой и полюсами подаётся электролит через катод 3. При обработке заготовка вращается – абразивное срезание припуска дополняется анодным растворением материала обрабатываемой заготовки. Производительность обработки с электролитом (1% NaCl + вода + минеральное масло 5% ) по сравнению с сухой абразивно-магнитной обработкой возрастает в 2…6 раз.
На производительность обработки оказывает влияние зазор и размер абразивных зёрен. При этом существуют их оптимальные значения. Оптимальный размер зерна лежит в интервале 100…200 мкм, скорость вращения заготовки 0,3…0,8 м/с, оптимальный зазор S1 должен в 3…5 раз превышать размер зерна абразивных частиц. Чем меньше зазор S2, тем выше производительность. Значение его бывает в пределах 0,3…1 мм. Обработанная поверхность характеризуется шероховатостью в пределах Ra=0,02…0,08 мкм. В поверхностном слое заготовки формируется полезные сжимающие остаточные напряжения.
Выше описаны далеко не все методы физико-химической обработки, применяемые в различных областях машиностроения. На первом этапе создания и применения метода ФХО технологические процессы основываются на использовании единичных эффектов. На втором этапе чётко проявлялась тенденция создания технологий и оборудования, реализующих комбинированные методы обработки, основанные на использовании двух, трёх и даже четырёх эффектов. Эти методы в некоторых областях машиностроения оказываются не только более эффективными обработки материалов резанием, но и часто единственно возможными.