

9.5. Зависимость стойкости от факторов процесса резания
Стойкость - важнейший показатель качества режущего инструмента. В сочетании с режимом резания, который данный инструмент допускает, она является показателем совершенства инструмента. Кроме этого, стойкость - величина, часто служащая критерием оптимизации режимов резания, геометрии режущего инструмента. При выборе геометрии инструмента, инструментального материала и других факторов исходят из условия обеспечения наибольшей стойкости: в качестве оптимального значения фактора принимается то, которое обеспечивает наибольшую стойкость инструмента. Поэтому стойкость является постоянным предметом исследования в науке о резании.
В исследованиях стойкости доминирует эксперимент, что объясняется чрезвычайной сложностью связей стойкости с факторами, множеством этих факторов, явных и неявных, большими трудностями математического описания стойкости. Исследование и нахождение зависимости стойкости от переменных факторов могут быть выполнены как по методу однофакторного, так и по методу многофакторного эксперимента. В первом случае проводится серия экспериментов, в каждой из которых изменяется лишь один фактор, а все остальные факторы сохраняются постоянными. В итоге проводится столько серий экспериментов, сколько факторов исследуется. Хотя этот метод более трудоемок, однако имеет предпочтение тогда, когда нет достаточных сведений о характере связей между стойкостью и факторами и когда факторы в эксперименте необходимо изменять в широких интервалах. Метод многофакторного эксперимента заключается в том, что в экспериментах одновременно изменяются все факторы и принимается ограниченное количество значений, не более трех. Применяется в тех случаях, когда факторы изменяются в небольших интервалах и заранее известен характер зависимости стойкости от факторов и то, что эта зависимость является монотонной.

Рис.9.6. Графики изменения ширины
фаски износа с течением времени при обработке
с различными скоростями резания
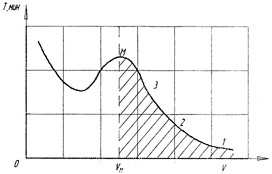
Независимо от метода проведения эксперимента, стойкость определяется по графикам износа (см. рис.9.6). Для этого при фиксированных значениях факторов производят резание, через определенные промежутки времени измеряют износ и по результатам измерения строят графики износа для каждой комбинации уровней факторов. Такие графики показаны на рис.9.6 в виде семейства линий, в котором каждому значению скорости резания соответствует одна линия. Отложив на оси hЗ величину критерия затупления h0, получим значения стойкости Т1, Т2, Т3, Т4, Т5, Т6 соответственно для скоростей резания V1, V2, V3, V4, V5, V6. По найденным значениям построим графическую зависимость стойкости от скорости, которая для интервала, охватывающего все возможные скорости резания от минимальной до максимальной, показана на рис.9.7. График имеет немонотонный характер с несколькими экстремальными точками. Как видно, стойкость по мере увеличения скорости резания вначале уменьшается, затем возрастает, а затем снова уменьшается. Конкретного и полного научного обоснования такой зависимости пока не дано, что объясняется сложностью физического процесса изнашивания инструмента. Однако установлено, что немонотонный характер зависимости Т - V (см. рис.9.7) обусловлен различным характером изменения физико-механических свойств обрабатываемого и инструментального материалов по мере увеличения температуры резания, обусловленного возрастанием скорости резания.
|
|
Рис.9.7. Зависимость стойкости от скорости резания |
Рис.9.8. Зависимость стойкости от скорости резания в логарифмических координатах для интервала оптимальных скоростей резания |
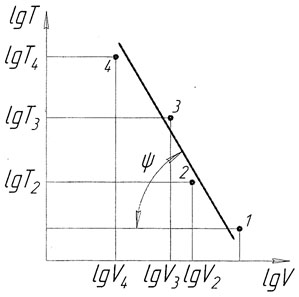
На практике применяются скорости резания, превышающие Vм. Если на координатных осях отложить логарифмы значений стойкости и логарифмы скоростей, превышающих Vм, то получим экспериментальные точки 1, 2, 3, 4 (см. рис.9.8). Практика показывает, что эти точки близко располагаются к одной прямой, которая может быть принята в качестве графической зависимости стойкости от скорости. Уравнение такой прямой в соответствии с рис.9.8 записывается так:
lg T = lg C – tg Ψ lg V,
где С - некоторая постоянная величина, не зависящая от V. Обозначив tg Ψ = Z и выполнив потенциирование, получим
![]()
Эта зависимость свидетельствует о том, что увеличение скорости резания в ограниченном интервале скоростей резания неизменно приводит к уменьшению стойкости. Чтобы выяснить степень влияния скорости на стойкость, обратимся к экспериментальным данным для показателя Z в зависимости (9.1), приведенным в табл. 9.1.
Таблица 9.1
Обрабатываемый материал |
Инструментальный материал |
|
быстрорежущая сталь Р6М5 |
твердый сплав ВК8 |
|
Алюминиевый сплав Д16Т |
3 |
2 |
Cталь марки 45 – отожженная |
5 |
3 |
Сталь марки 45 – закаленная |
8 |
5 |
Жаропрочный сплав |
12 |
8 |
Из табл.9.1 можно сделать следующий вывод, если заметить, что в ней показатели прочности обрабатываемых материалов увеличивается сверху вниз, а для инструментальных материалов твердость и теплостойкость - слева направо: чем меньше превосходство инструментального материала над обрабатываемым в твердости и теплостойкости, тем больше Z. Поэтому большая величина Z, получаемая в экспериментах, это свидетельство как плохой обрабатываемости материала, так и несовершенства применяемого инструментального материала. Практически показатель Z изменяется от 1 до 12. Обычно для инструментов, оснащенных алмазом или эльбором Z =1, т.к. эти инструментальные материалы во много раз превосходят обрабатываемые в твердости.
Аналогичное влияние, но в меньшей степени, на стойкость оказывают подача и глубина резания. Установлено, что скорость резания, подача и глубина оказывают на стойкость качественно такое же влияние, какое они оказывают на температуру резания. Этот факт свидетельствует о том, что скорость резания, подача и глубина резания оказывают влияние на изнашивание инструмента главным образом через температуру резания.
Общая зависимость стойкости от элементов режима резания имеет вид
![]() , (9.2)
, (9.2)
где СТ - некоторая постоянная величина.
Экспериментально установлено следующее соотношение z = 2y = 4x.
Влияние на стойкость любого угла, составляющего геометрию инструмента, имеет экстремальный характер: существуют такие оптимальные значения γ, α, λ и φ, при которых стойкость инструмента максимальна.
Зависимость (9.2) применяется для определения скорости резания. Решив (9.2) относительно скорости V, получим
 .
.
Обозначив СТ1/Z = СV, 1/Z = m, Y/Z = YV, X/Z = XV, получим
![]() . (9.3)
. (9.3)
Величина m называется показателем относительной стойкости. Он изменяется от 0,08 до 1.
В справочной и технической литературе формула для расчета скорости резания дается в следующем виде
![]() (9.4)
(9.4)
где КV - поправочный коэффициент, учитывающий влияние на скорость резания других факторов, кроме S и t. Он определяется произведением факторных коэффициентов:
КV = КVМ КVγ КVφ КVR КVП КVИ КVφ1,
где индексы указывают, какой фактор учитывает данный коэффициент, например М - обрабатываемый материал, γ - передний угол, φ - угол в плане, φ1- вспомогательный угол в плане,R - радиус при вершине резца, П - состояние обрабатываемой поверхности, И - инструментальный материал и др.
В литературе значения СV, m, Yv, Xv приводятся для стандартных условий обработки, а факторные коэффициенты - в зависимости от значений факторов. Их выбирают в соответствии с конкретными значениями факторов для данного случая обработки.