

7.5. Соотношение между составляющими силы резания
Оно зависит от факторов процесса резания и может изменяться в широком интервале, что видно из выражения
![]() .
.
Для незатупившегося инструмента hз=0, а также для черновых операций, характеризующихся сравнительно большими подачами и относительно малой величиной сил, действующих на фаске износа инструмента по задней поверхности, имеем ε0 = tg(ρ-γ), т.е. величина ε0 определяется передним углом и углом трения между лезвием и стружкой. При γ > ρ ε0<0 происходит самоврезание инструмента в заготовку. С уменьшением толщины срезаемого слоя действительный передний угол уменьшается (см. рис.5.22) – роль сил, действующих на фаске износа инструмента по задней поверхности, возрастает, величина соотношения PN/PZ возрастает и может быть в некоторых случаях больше единицы: PN>PZ.
С увеличением скорости резания угол трения ρ уменьшается, ε0 также уменьшается и может при некоторых скоростях резания принимать отрицательные значения (см. рис.7.9).
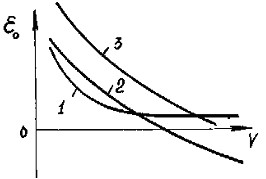
Рис.7.9. Влияние скорости резания на соотношение
нормальной и главной составляющих силы резания:
1 – при γ1; 2 – при γ2 > γ1; 3 – при γ3 <γ2
Обобщая
сказанное, можно заключить, что влияние
любого фактора на соотношение PN/PZ
определяется результирующим влиянием
этого фактора на средний угол трения
по передней поверхности ρ
и
действительный передний угол. При
чистовых операциях, характеризующихся
тонкими стружками ε0
> 0,
а при черновых операциях соотношение
может быть как положительным, так и
отрицательным. Последнее характерно
для не затупившегося инструмента при
переднем угле
![]() и малом угле трения ρ.
и малом угле трения ρ.
Соотношение между силами РX и PY определяется углом в плане: РX/PY = tgφ. При φ = 0 РX = 0, а при φ = 90˚ PY = 0.
7.6. Экспериментальное исследование сил резания
7.6.1. Принцип измерения сил и типы динамометров
Устройство для измерения сил называется динамометром. Современные динамометры для измерения сил резания представляют собой упругую механическую систему, подвергающуюся действию измеряемыми силами резания и вызывающими упругие деформации элементов этой системы. Последние измеряются с помощью датчиков. При этом результаты измерения деформации преобразуются в электрическую величину и регистрируются либо осциллографом, либо показывающим прибором с известной ценой деления шкалы.
Динамометры классифицируются по различным признакам.
По способу измерения деформаций упругой системы они делятся на электрические, индуктивные, емкостные, тензометрические, механические, гидравлические. В механических динамометрах для измерения деформаций применяются измерительные головки или индикаторы часового типа, предназначенные для линейных измерений. В гидравлических динамометрах деформация преобразуется в давление жидкости, которое измеряется манометром. Наиболее широо применяются электрические динамометры с тензодатчиками как наиболее чувствительные, простые по конструкции и наиболее обеспеченные стандартными элементами: тензодатчиками и тензометрическими усилителями.
По назначению динамометры подразделяются на токарные, применяемые на токарных станках, сверлильные, фрезерные и др.
По числу измеряемых составляющих силы резания: однокомпонентные, позволяющие измерить только одну составляющую силы резания, двухкомпонентные и трехкомпонентные.
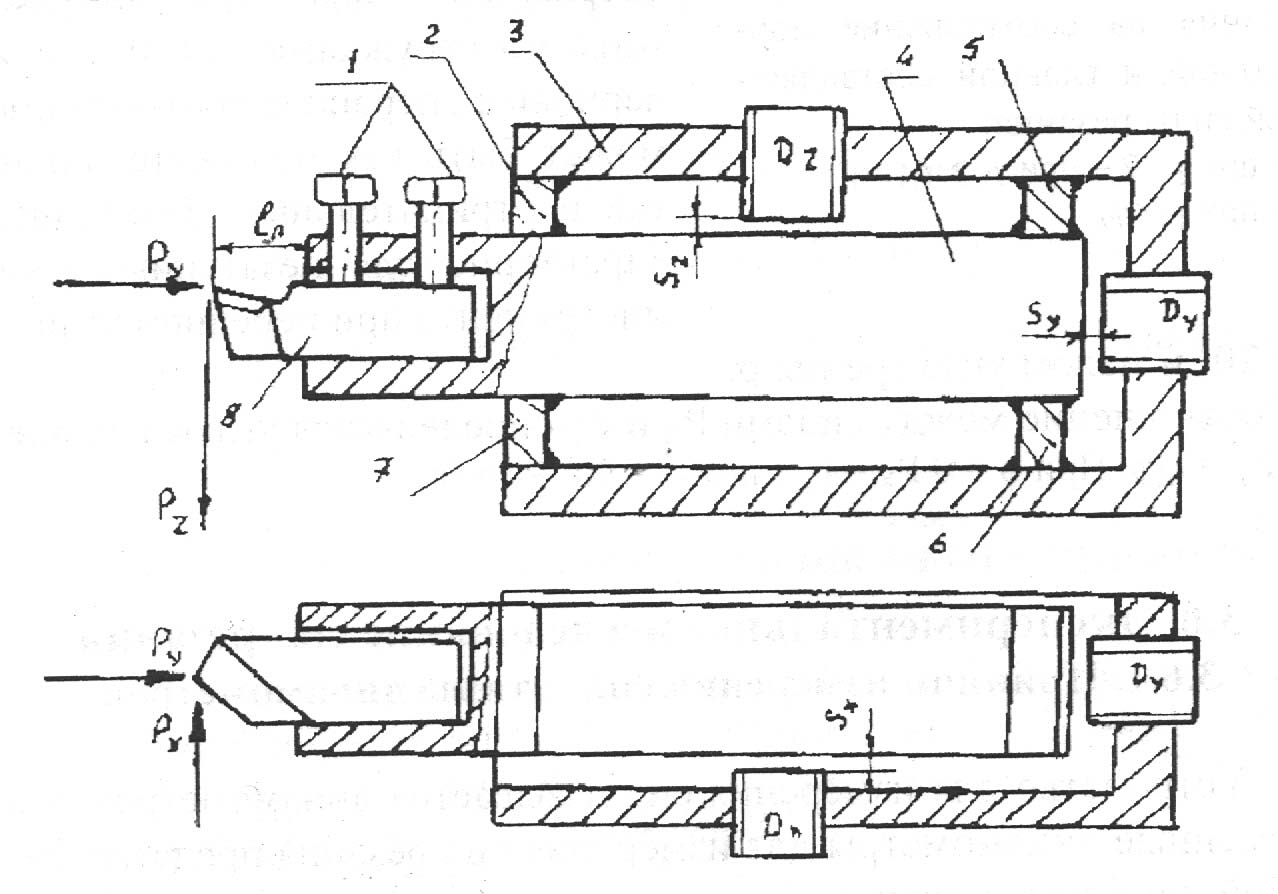
Рис. 7.10. Устройство трехкомпонентного
индуктивного динамометра
В качестве примера на рис.7.10 показано устройство токарного трехкомпонентного индуктивного динамометра. Он состоит из корпуса 3, балки 4 с гнездом для установки резца 8 и опор 2,5,6,7, соединяющих балку с корпусом. Опоры служат упругими элементами динамометра. Резец устанавливают в гнездо балки 4 с определенным вылетом и закрепляют винтами 1. Динамометр устанавливают в суппорт токарного станка и закрепляют. В корпусе динамометра установлены на резьбе индуктивные датчики DZ, DY, DX, служащие для измерения сил РZ, РY, PX. Балка 4 динамометра служит якорем для датчиков. Индуктивное сопротивление датчика тем меньше, чем меньше зазор между якорем и датчиком. Действие сил резания при обработке вызывает деформацию опор и перемещение балки 2. При этом зазоры SZ, SY, SX изменяются. Каждый датчик включен в электрическую цепь так, что является плечом моста сопротивления (см. рис.7.11).
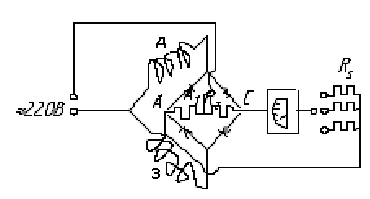
Рис. 7.11 Электрическая схема динамометра
Другим плечом моста является так называемый задатчик 3, представляющий собой катушку индуктивности с якорем, положение которого можно регулировать с пульта управления динамометром. Перед измерением силы резания электрический мост сопротивления уравновешивается с помощью задатчика - стрелка показывающего прибора устанавливается на ноль. При обработке резанием действующая сила вызывает деформацию балки 4, Н изменение индуктивного сопротивления датчиков. Равновесие моста при этом нарушается и в проводнике АС (см. рис.7.11) возникает ток. Он измеряется прибором, шкала которого градуирована в Ньютонах.