

5.2. Механизм пластической деформации
При обработке резанием лезвие инструмента воздействует на срезаемый слой, в результате чего в нем возникает сложное напряженное поле и происходят упругая и пластическая деформации. Упругая деформация незначительна по величине и не определяет деформацию срезаемого слоя. Последний переходит в стружку в результате пластической деформации, которая в случае достижения предельной величины заканчивается разрушением стружки, выражающимися образованием выступов и впадин на внешней поверхности стружки, а нередко и тем, что стружка в виде элементов отделяется от срезаемого слоя. В связи с тем, что материалы, подвергающиеся обработке резанием, являются чаще всего металлами, имеющими кристаллическое строение, необходимо рассмотреть механизм пластической деформации кристаллов.
Как известно, металлы и сплавы имеют поликристаллическое строение, т.е. состоят из зерен – монокристаллов. Хотя все зерна данного материала имеют почти одинаковое кристаллическое строение, однако относительное расположение кристаллических решеток в разных зернах различно. Пластическая деформация происходит главным образом за счет деформации зерен и лишь тогда, когда действующие силы создают в материале касательные напряжения, величина которых превышает критическую.
Пластическая деформация зерен в зависимости от условий: температуры, характера приложения нагрузки может происходить в одних условиях скольжением, а в других – двойникованием.
а б |
|
Рис. 5.3. Пластическая деформация скольжением: (а - до деформации и б - после деформации). |
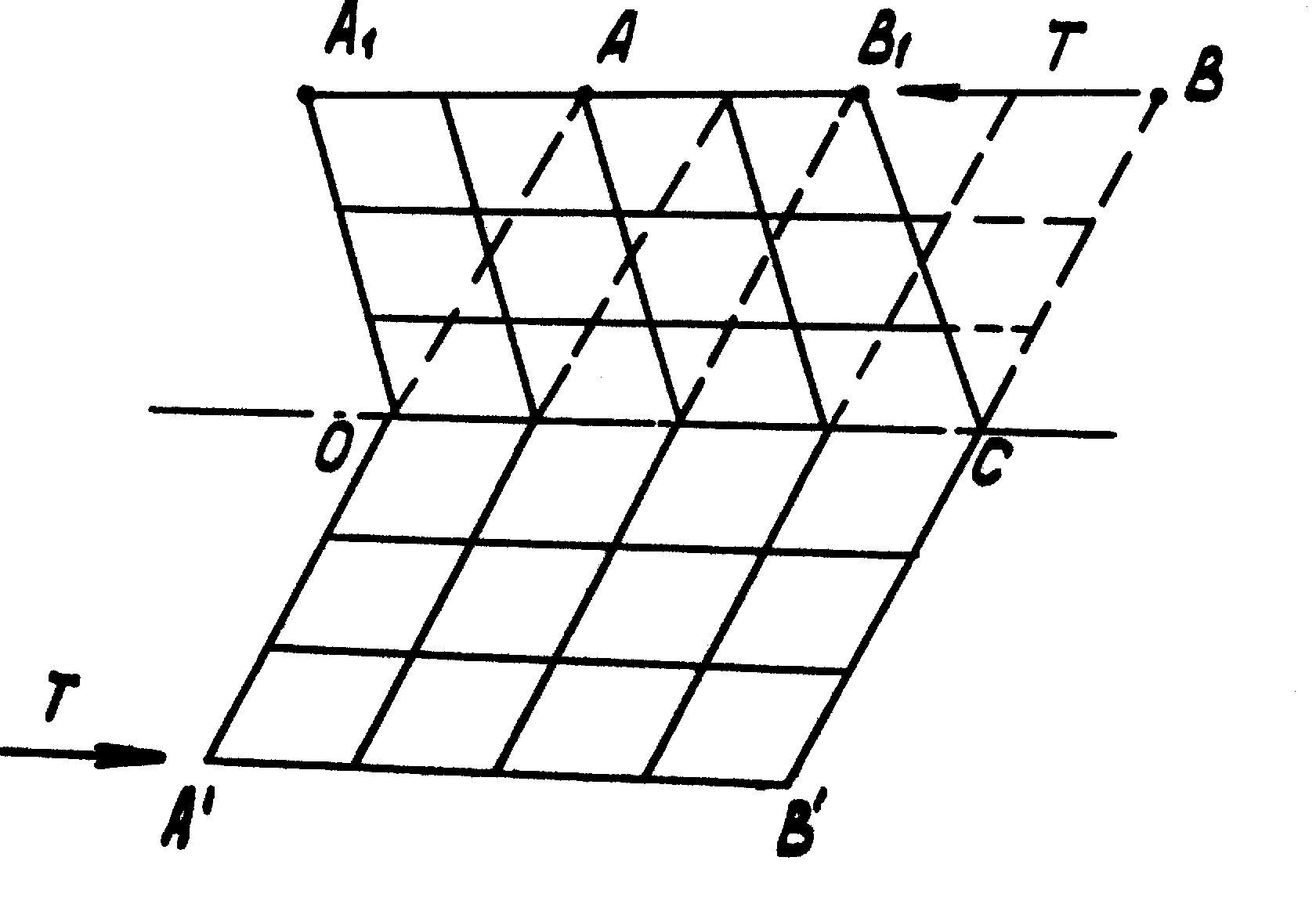
Рис. 5.4. Пластическая деформация двойникованием
|
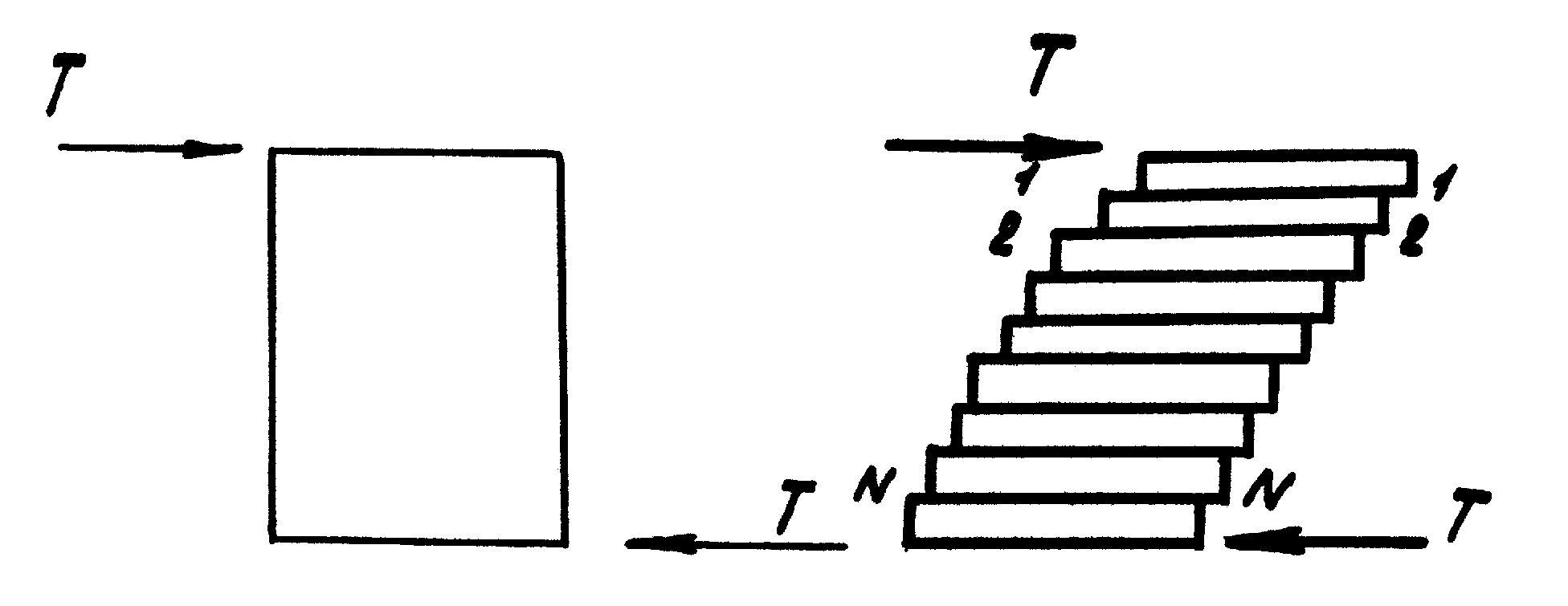
Пластическая деформация скольжением происходит путем сдвига соседних слоев материала по параллельным плоскостям 1-1, 2-2 и т.д. (см. рис. 5.3). При этом кристаллическое строение внутри самих слоев сохраняется. Толщина слоев составляет около 1 мкм, а расстояние между соседними слоями - 10-4 мкм. Скольжение слоев происходит по кристаллографическим плоскостям с наиболее плотной упаковкой атомов в направлении, в котором расстояние между атомами кристаллической решетки минимально.
Пластическая деформация двойникованием происходит путем смещения атомов, расположенных в плоскостях, параллельных некоторой плоскости ОС (см. рис.5.4) на расстояния, пропорциональные расстояниям этих плоскостей от плоскости двойникования ОС. При этом деформированная часть монокристалла A1B1CO является зеркальным отражением недеформированной части A'B'СО. Двойникование наблюдается чаще всего при низких температурах и больших скоростях деформации.
Для того чтобы происходила пластическая деформация скольжением или двойникованием, необходимо приложить сдвигающую силу Т (см. рис 5.3., 5.4.). Если бы скольжение или двойникование происходили бы одновременно по всему монокристаллу или по всему сечению деформируемого тела, то, как показывают расчеты, необходимо было приложить силу, в 100...1000 раз превышающую реальную, измеренную в экспериментах. Было установлено, что несоответствие расчетной и реальной нагрузок, вызывающих пластическую деформацию, обусловлено наличием в реальных кристаллах дислокаций – отклонений от правильного кристаллического строения. На рис 5.5 показана так называемая краевая дислокация. Правильное кристаллическое строение нарушено, так как верхняя часть кристалла имеет дополнительную плоскость 4, в которой расположены атомы. Ниже плоскости А-А число кристаллографических плоскостей на одну меньше. В реальных кристаллах число дислокаций весьма велико и составляет 107...109 в см3. Дислокация создает вокруг себя напряженное поле, напряжения которого складываются с напряжениями, возникающими от внешней нагрузки. При достижении критического значения происходит движение дислокации в направлении результирующего напряжения. Движение дислокации в материале происходит аналогично движению гусеницы, которая постепенно перемещает вперед каждую часть своего тела. Движение дислокации заключается в том, что последовательно лишними кристаллографическими плоскостями становятся плоскости 5, 6, 7 (см. рис.5.5), и таким образом происходит перемещение верхней части монокристалла относительно нижней на одно межатомное расстояние.
|
|
|

Рис. 5.5. Краевая дислокация и ее перемещение