

4.8.5. Геометрическая шероховатость
Определяется
высотой остаточных гребешков. Поскольку
каждый зуб фрезы представляет собой
резец, то справедливо выражение (4.1).
Учитывая, что угол φ1
= 3…5˚
и
![]() ,
ctg φ1
>
ctg φo,
высота остаточного гребешка определяется
h
= Sztg
φ1..
Однако для практических расчетов это
выражение не годится, так как вершины
зубьев из-за отклонений заточки фрезы
и установки на cтанке
не лежат в одной плоскости, перпендикулярной
оси вращения фрезы, что характеризуется
торцовым биением
т.
Поэтому обработанная поверхность
формируется одним зубом. Расстояние
между вершинами остаточных гребешков
равно подаче на оборот So,
а не Sz.
Если торцовое биение зубьев
т
>
So
tg
φ1,
то h
= So
tg φ1,
при
т
<
Sо
tg φ1,
h =
т.
,
ctg φ1
>
ctg φo,
высота остаточного гребешка определяется
h
= Sztg
φ1..
Однако для практических расчетов это
выражение не годится, так как вершины
зубьев из-за отклонений заточки фрезы
и установки на cтанке
не лежат в одной плоскости, перпендикулярной
оси вращения фрезы, что характеризуется
торцовым биением
т.
Поэтому обработанная поверхность
формируется одним зубом. Расстояние
между вершинами остаточных гребешков
равно подаче на оборот So,
а не Sz.
Если торцовое биение зубьев
т
>
So
tg
φ1,
то h
= So
tg φ1,
при
т
<
Sо
tg φ1,
h =
т.
4.9. Круглое наружное шлифование
4.9.1. Понятие об абразивном инструменте
Шлифование - обработка деталей абразивным инструментом, представляющим тело вращения и состоящим из твердых мельчайших частичек - зерен, соединенных между собой связкой. В качестве зерен применяются электрокорунд , карбид кремния, алмазы и др. В качестве связки применяются вещества различного состава, например керамическая связка, состоящая в основном из белой глины, полевого шпата, борного стекла и др.; вулканитовая – из каучука и др. Основным недостатком большинства связок является их сравнительно низкая прочность. Материалы зерен и связки, их количественные соотношения весьма разнообразны. Это определяет многообразие абразивных инструментов. Однако принцип работы их одинаков: зерно – режущие элементы инструмента, несущие лезвия, связка удерживает зерна в инструменте. Как зерна, так и лезвия на них имеют весьма разнообразную форму.
4.9.2. Кинематика и элементы режима резания
При круглом продольном наружном шлифовании одновременно вращаются абразивный круг и заготовка. Круг совершает относительно заготовки винтовое движение (см. рис.4.14) в результате сложения вращения заготовки и продольного ее перемещения. В момент выхода круга из заготовки ему сообщается движение по радиусу обрабатываемой поверхности на глубину t, называемое движением врезания.
Вращение круга - это главное движение, вращение заготовки и ее продольное перемещение - движения, составляющие движение подачи; подвод круга к заготовке и движение врезания - установочные движения.
Режим резания состоит из следующих элементов: скорости резания V, скорости вращения заготовки Vз, продольной подачи Sп, и глубины резания t. Скорость резания - линейная скорость вращения круга
-
V =
π dk nk
, (м/с), (4.4)
6∙10 4
где dк - диаметр круга, мм; nк - число оборотов круга в минуту.
Скорость резания V выбирается в пределах 25 … 35 м/с и ограничивается прочностью тела круга, который при чрезмерно большой скорости может разрушиться под действием центробежных сил.
Скорость вращения заготовки определяется с учетом конкретных рекомендаций из соотношения Vз = (0,01...0, 05) V, причем она возрастает с увеличением прочности связки и снижением прочности обрабатываемого материала. Определив Vз, находят число оборотов заготовки:
nз= |
6∙104 Vз |
,об/мин |
(4.5) |
π dз |
|
где dз – диаметр заготовки, мм; Vз – скорость вращения заготовки, м/с.
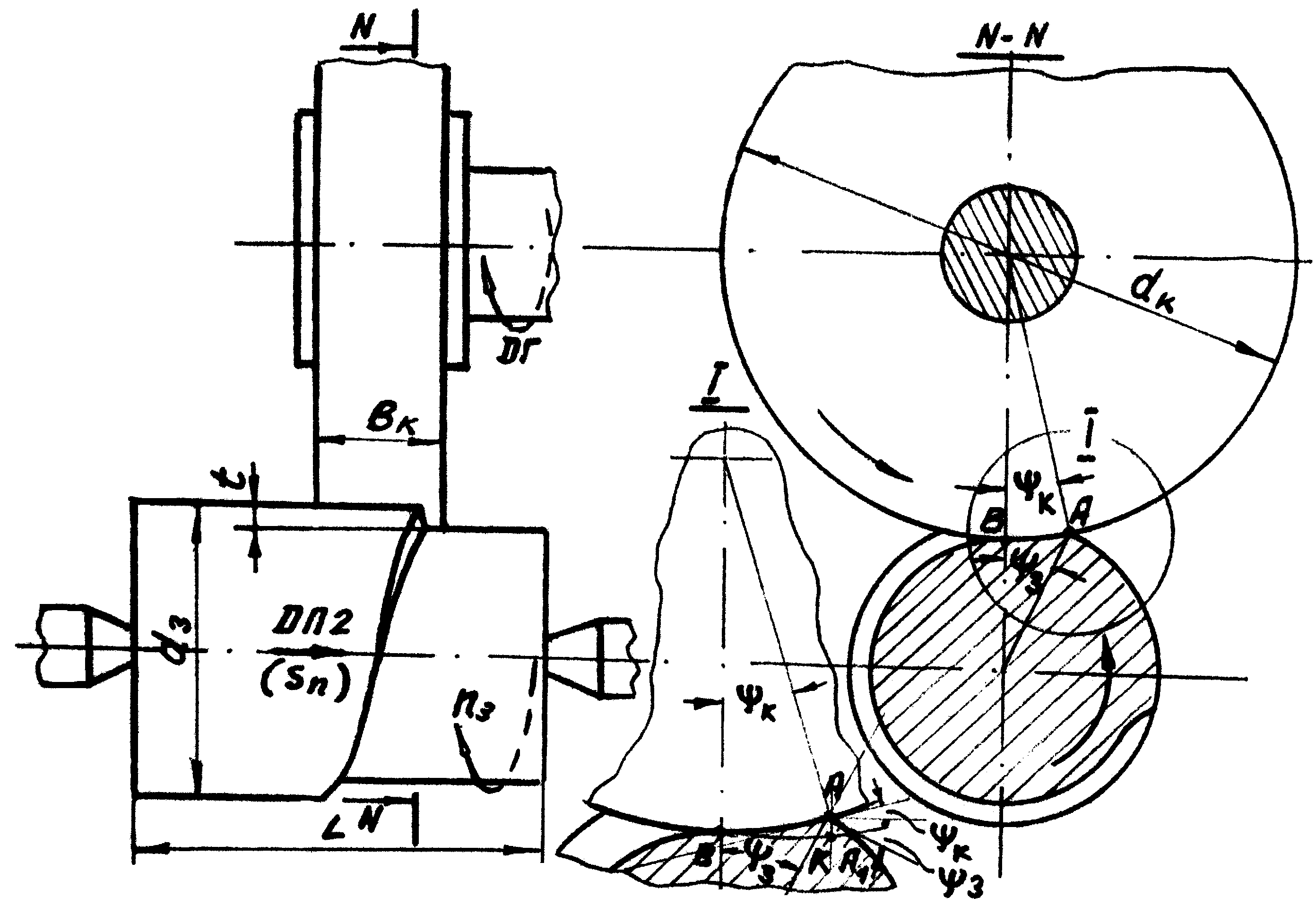
Рис. 4.14. Элементы круглого наружного шлифования.
Для определения продольной подачи заготовки Sп выбирают подачу на оборот заготовки из соотношения S0 = k Bk , где k = 0,2…0,4 для чистового шлифования; К = 0,4…0,6 для чернового. Продольная подача Sп = S0nз = kBknз. Глубина резания выбирается из интервала t = 0,005…0,5 мм.
Продольная подача определяет основное время шлифования T0 и производительность обработки:
T0 = |
(L+Bk) δ |
kBknз t |
где L – длина обработки; δ – припуск на обработку.
Производительность шлифования
-
П =
1
=
kBknз t
(4.6)
T0
(L+Bk ) δ
и, как отсюда следует, определяется скоростью вращения заготовки, а поскольку последняя зависит от скорости резания, то в конечном счете – скоростью резания.