

4.5. Два вида фрезерования – попутное и встречное
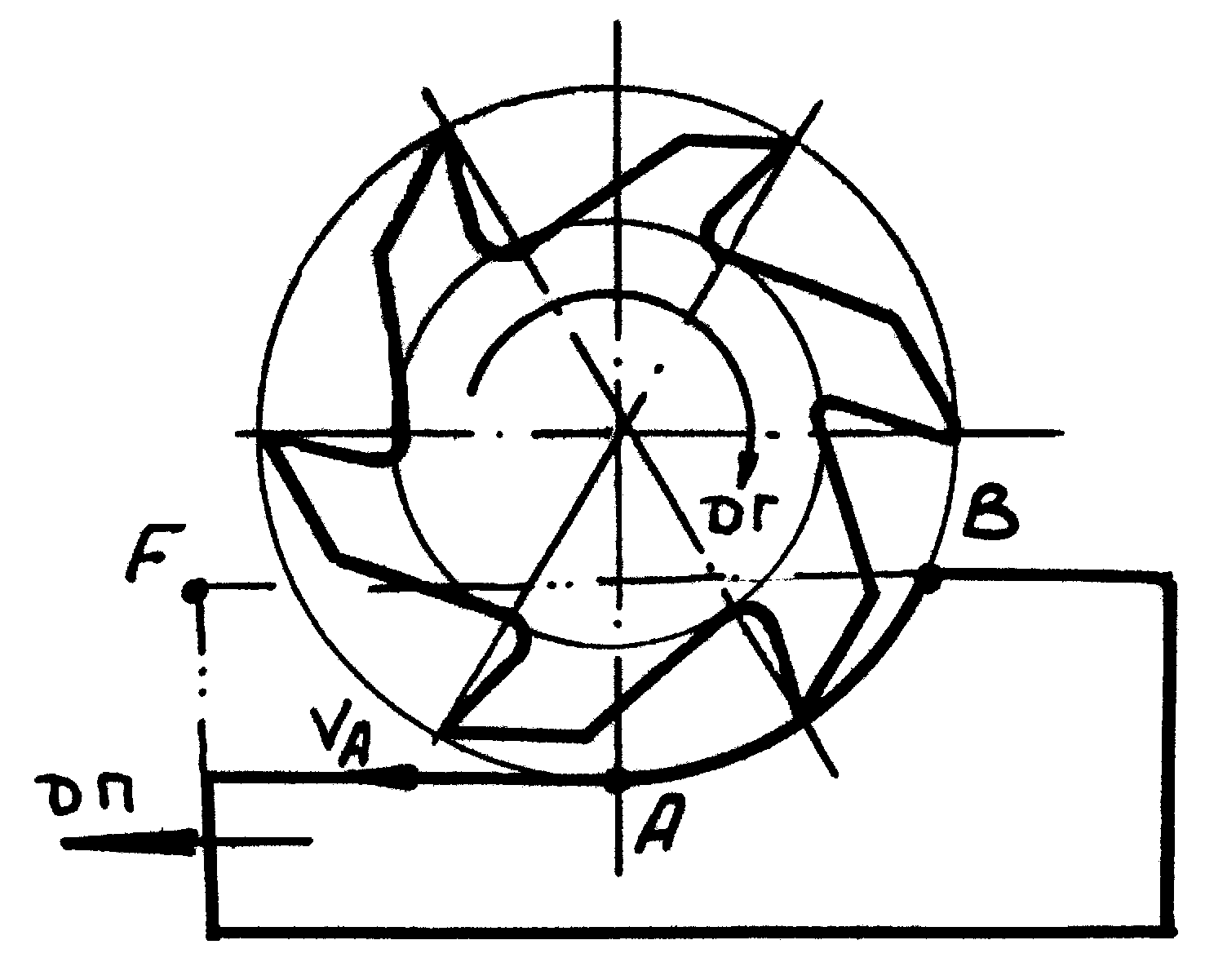
Фрезерование заготовки можно начать либо с точки С (см. рис.4.6), либо с точки F (см. рис.4.7). В первом случае фрезерование будет происходить против подачи, так как линейная скорость вращения фрезы в точке А (см. рис.4.6) направлена против подачи, и будет называться встречным. Во втором случае линейная скорость вращения фрезы в точке А (см. рис.4.7) совпадает с направлением подачи, и фрезерование называется попутным. Между этими видами фрезерования имеются существенные различия. Рассмотрим их положительные и отрицательные стороны.
|
|
Рис. 4.6. Встречное фрезерование |
Рис.4.7. Попутное фрезерование |
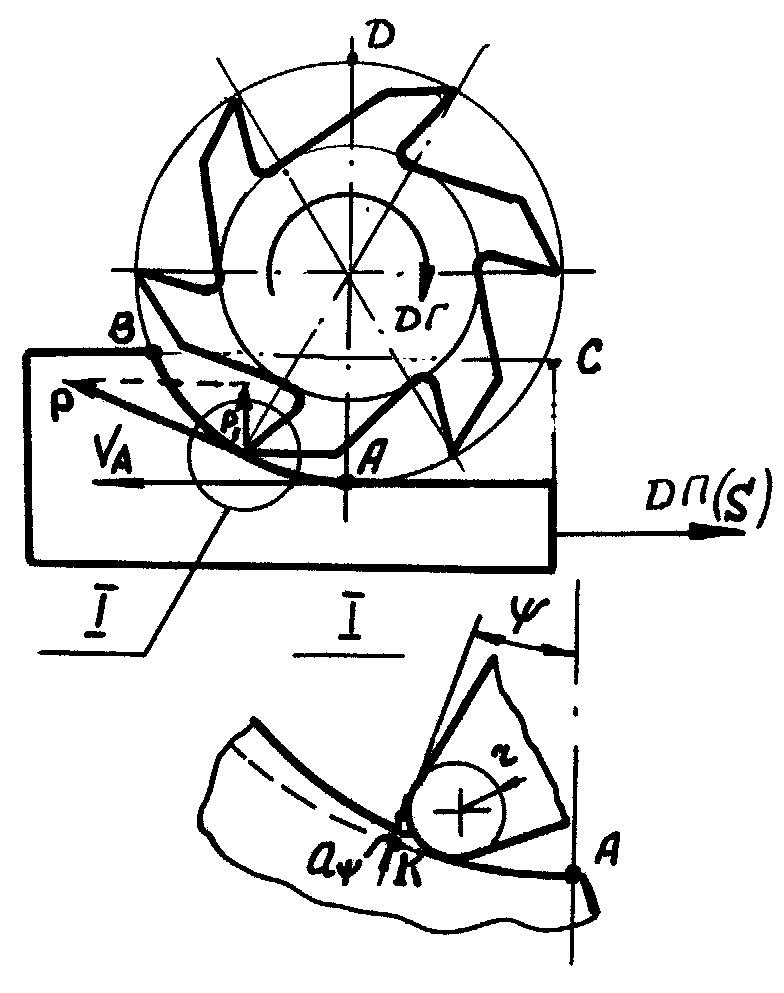
Положительным для встречного фрезерования является, во-первых, то, что зуб без удара входит в заготовку, так как скорость резания в точке А (см. рис.4.6) направлена по касательной к обработанной поверхности заготовки. Во-вторых, вследствие того, что скорость вращения фрезы направлена против подачи, в механизме подачи фрезерного станка поддерживается в процессе фрезерования постоянный натяг и плотный контакт между гайкой и ходовым винтом. Однако отрицательных сторон при этом виде фрезерования больше. Во-первых, каждый зуб фрезы выходит из заготовки при максимальной толщине срезаемого слоя, а следовательно, при максимальной температуре резания, что способствует присоединению (адгезии) стружки к зубу фрезы и образованию значительных по размерам заусенцев. Зуб вместе с прилипшей к нему стружкой, совершив движение по дуге ABD (см. рис.4.6) в точке A, входит в заготовку. При этом нередко стружка отламывается вместе с материалом зуба. Во-вторых, зуб, врезаясь в заготовку в точке А, из-за скругления лезвия по радиусу r (см. рис.4.6) на некоторой дуге AK не может внедриться в обрабатываемый материал, так как радиус скругления лезвия значительно превышает толщину срезаемого слоя aΨ. Зуб при этом скользит по поверхности резания, деформируя поверхностный слой. Если обрабатываемый материал относится к числу упрочняемых, то твердость поверхностного слоя вследствие такого скольжения возрастает. Следующий зуб контактирует с этим слоем и вследствие его повышенной твердости интенсивно изнашивается. Таким образом, зубья фрезы, предварительно упрочняя срезаемый слой, будут интенсивно изнашиваться. Если обрабатываемый материал не упрочняется или упрочняется незначительно, то данное явление несущественно.
В-третьих, вертикальная проекция Р1 силы резания, действующей со стороны фрезы на обрабатываемую заготовку, направлена вверх, т.е. способствует отжиму стола от станины, образованию в сопряжении зазоров и возникновению на этой основе вибраций.
При попутном фрезеровании все вышеописанные отрицательные явления отсутствуют. Однако здесь имеются два следующих недостатка. Во-первых, зуб врезается в заготовку, ударяясь в точке В о заготовку (см. рис.4.7). Если при этом поверхностный слой имеет высокую твердость из-за окалины, сварочных наплывов или закалки, то такой удар опасен, так как он может привести к поломке лезвия. Во-вторых, вследствие того, что скорость вращения фрезы и скорость подачи направлены в одну сторону, то в механизме подачи могут возникать зазоры. Если в резьбовом сопряжении гайки с ходовым винтом имеется зазор, то возникает возможность мгновенного увеличения подачи на величину этого зазора. Если зазор велик, то велико возрастание сил резания, которое может привести к поломке станка или инструмента. Поэтому фрезерование по подаче можно производить лишь на тех станках, которые оснащены устройствами для устранения зазора в резьбовом сопряжении гайки с ходовым винтом механизма подачи станка.
Резюмируя сказанное, можно сделать следующий вывод: при обработке незакаленных сталей и материалов, склонных к упрочнению, рекомендуется попутное фрезерование; встречное фрезерование следует применять при обработке заготовок, у которых поверхностный слой имеет высокую твердость. Значительный эффект попутное фрезерование дает при обработке нержавеющих сталей, жаропрочных сплавов и труднообрабатываемых материалов.