

3.10. Геометрия фрез
3.10.1. Общие признаки
Фрезы служат для обработки плоскостей и поверхностей различной формы. Обработка фрезами происходит при вращательном главном движении и движении подачи, направленном перпендикулярно оси вращения.
Главные режущие кромки фрез располагаются на боковой цилиндрической или конической поверхностях фрез, вспомогательные - на торце.
3.10.2. Цилиндрическая фреза с прямыми зубьями
Фреза имеет несколько зубьев, режущие кромки которых параллельны оси фрезы (см. рис. 3.19). Она характеризуется диаметром d, шириной Bф, числом зубьев z, диаметром посадочного отверстия d0, служащего для установки фрезы на оправку. В последующем применяются величины:
угловой шаг зубьев < MOK = η = 2π/z, рад;
окружной шаг, равный длине дуги КМ: Р0 = πd/z.
На рис. 3.19 показаны углы γ, α и , составляющие геометрию зуба 1. Угол λ = 0 и не может быть показан. Если , то фреза называется угловой.
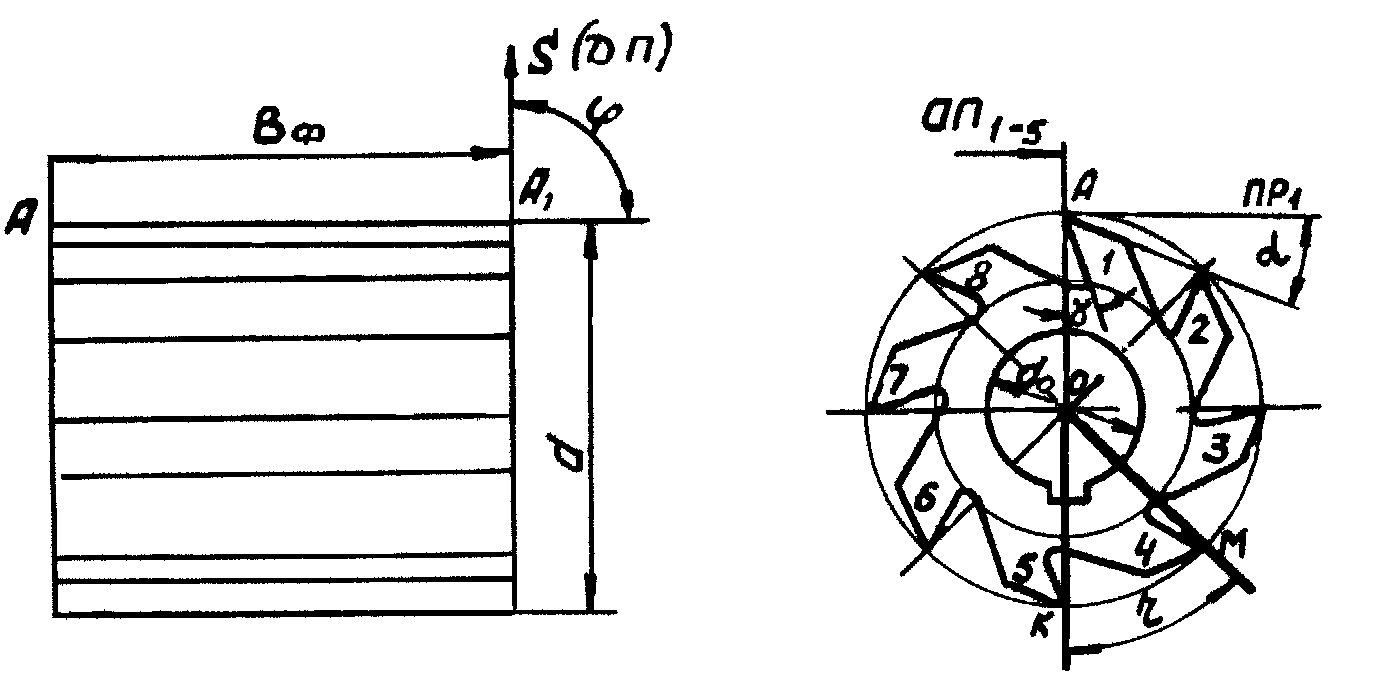
Рис. 3.19. Геометрия цилиндрической фрезы
с прямыми зубьями
Недостатком фрез с прямым зубом является неравномерность работы и вибрации, обусловленные тем, что зуб фрезы врезается в заготовку одновременно всеми точками режущей кромки.
3.10.3. Фреза с винтовыми зубьями
Обеспечивает более равномерную обработку. Режущие кромки такой фрезы являются винтовыми линиями (см. рис. 3.20).
Фреза характеризуется, кроме размеров, указанных для фрезы с прямым зубом, углом спирали ω. В последующем применяются такие величины:
угловой шаг зубьев η = 2π/z, рад;
окружной шаг Р0 = πd/z;
осевой шаг (см. рис.3.21) AD = P = P0 ctg ω;
нормальный шаг AC = PN = P0 cos ω.
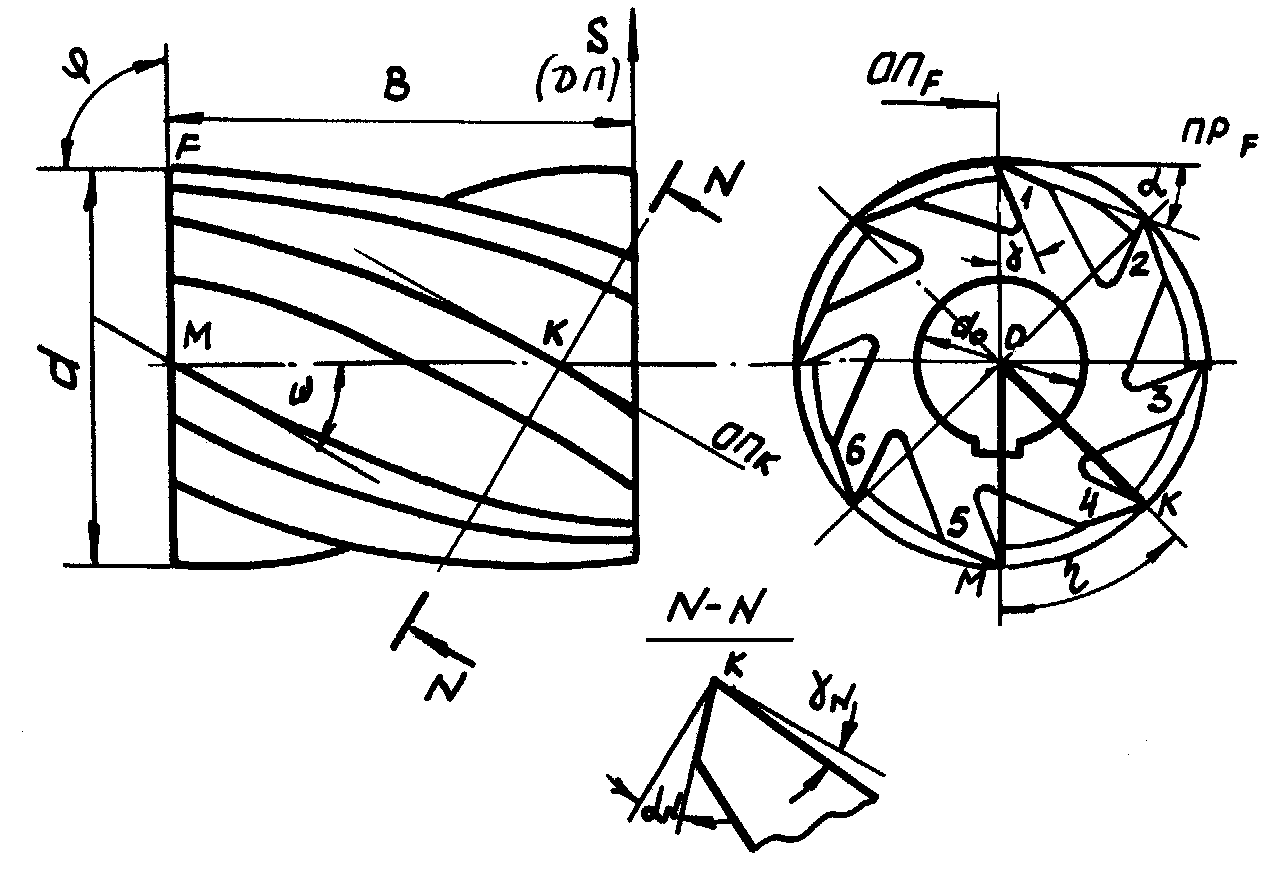
Рис. 3.20. Геометрия цилиндрической фрезы с винтовыми зубьями
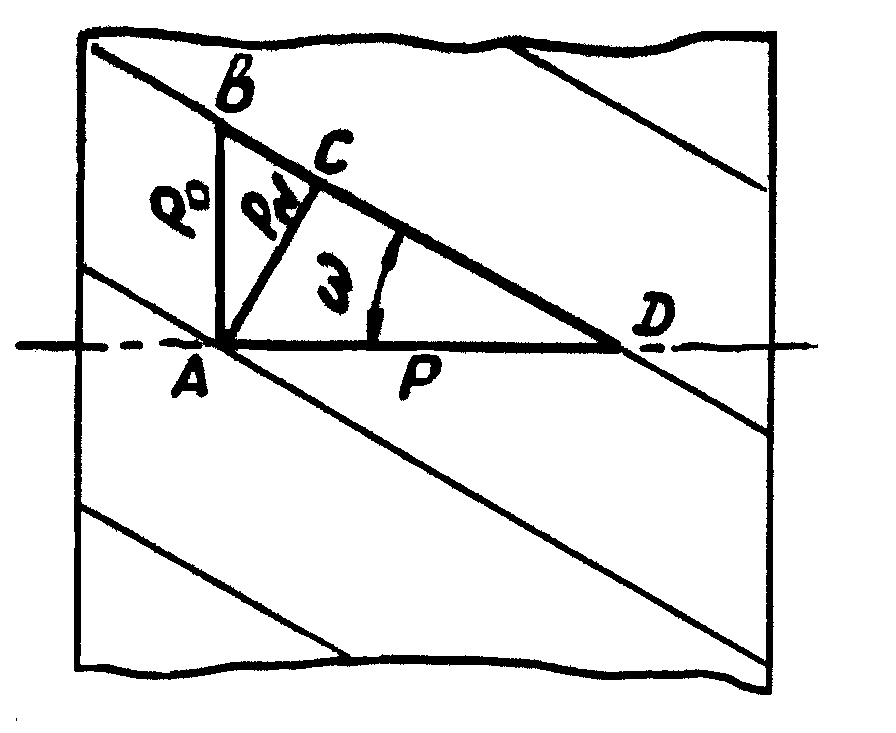
Рис. 3. 21. Окружной Р0 и осевой Р шаги
режущих кромок фрезы с винтовыми зубьями
Фреза имеет несколько зубьев одинаковой геометрии. На рис.3.20 показаны углы в координатных плоскостях γ, α, φ, λ = ω. Часто удобно измерять углы в нормальной плоскости N – N: γN, αN. В связи с этим применяются зависимости между углами:
tg γ = tg γN/ cos ω, tg α = tg αN cos ω.
3.10.4. Торцовая фреза со вставными ножами
Является наиболее производительным инструментом для обработки плоскостей. Фреза (см. рис 3.22) состоит из корпуса 1, ножей 3 и клиньев 2, служащих для закрепления ножей. После установки ножей, а также по мере износа фрезу затачивают только по задним поверхностям с обеспечением углов φ и α, φ1 и α1. Передний угол γ и угол наклона режущей кромки λ на чертеже не задаются. На чертеже фрезы указывают углы установки ножей γ0 и γр. При проектировании их задают такими, чтобы углы γ и λ, определяемые в координатных плоскостях и непосредственно влияющие на процесс резания, были оптимальными. Углы установки ножей для обеспечения оптимальных углов γ и λ определяются таким образом:
tg γ0 = tgγ cosφ – tgλ sinφ,
tg γр = tgγ sinφ + tgλ cosφ.
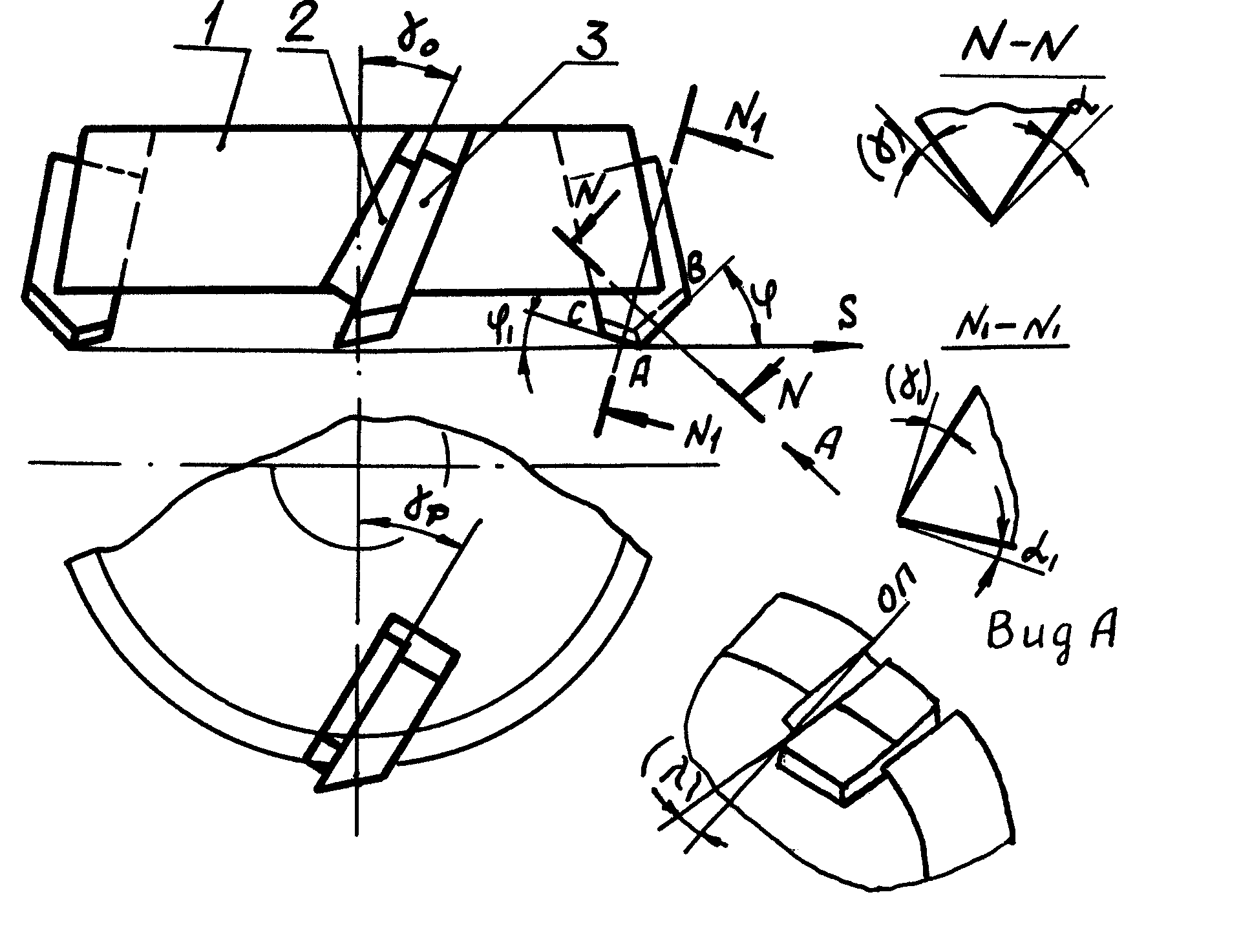
Рис. 3.22. Геометрия торцовой фрезы
со вставными ножами
Элементы режима резания и геометрия срезаемого слоя
4.1. Общие понятия и определения
При обработке резанием припуск с заготовки удаляется постепенно, по частям, путем срезания каждым зубом лезвийного инструмента и каждым зерном абразивного инструмента отдельных его слоев. Часть припуска, срезаемая одним зубом (зерном) инструмента за один оборот или рабочий ход, называется срезаемым слоем. В процессе резания он непосредственно переходит в стружку. Срезаемый слой можно лишь мысленно отделить от заготовки. Отделенный от заготовки в процессе резания срезаемый слой -стружка. Процесс резания состоит в деформировании срезаемого слоя. При этом имеет значение не только материал заготовки, размеры срезаемого слоя, его форма, но и скорость удаления этого слоя.
Скорость протекания процесса резания и объем, в котором он происходит в данный момент времени, определяются режимом резания. Режим резания включает следующие элементы, которые задаются в технологии и выдерживаются при обработке: скорость резания – V, глубина резания – t, подача – S, и другие, к которым, например, относится ширина фрезерования, смещение инструмента относительно заготовки при торцовом фрезеровании.
Скорость резания V – это наибольшая линейная скорость точки лезвия инструмента в главном движении. Глубина резания t – расстояние по нормали между обрабатываемой и обработанной поверхностями, имеющей наибольшую площадь среди других образованных поверхностей.
Подача S – величина внедрения инструмента в тело срезаемого припуска за определенное время, измеренная в основной плоскости в заданном направлении. Подача в различных видах обработки может обеспечиваться по-разному. Так, при точении, фрезеровании, сверлении и других подача обеспечивается движением подачи. При нарезании резьбы резцом, строгании, долблении подача обеспечивается установочным движением, а при протягивании - конструкцией режущего инструмента: каждый зуб протяжки больше движущегося впереди него на величину подачи. В зависимости от времени измерения подачи различают подачу на зуб, подачу на оборот и минутную подачу.
Подача на зуб Sz - величина внедрения инструмента в срезаемый припуск за время поворота его на один зуб или перемещения на величину шага между зубьями. Она определяет нагрузку на зуб инструмента.
Подача на оборот S0 - величина внедрения инструмента в тело срезаемого припуска за время оборота заготовки или инструмента.
Минутная подача Sм - величина внедрения инструмента в припуск за одну минуту.
Между этими подачами имеются зависимости:
S0 = Szz, Sм = S0n = Szzn.
Срезаемый слой характеризуется формой и размерами его сечения основной плоскостью: шириной и толщиной (см. рис. 4.1).
Ширина срезаемого слоя b - размер сечения срезаемого слоя, измеренный вдоль лезвия инструмента.
Толщина срезаемого слоя a - размер сечения срезаемого слоя, измeренный перпендикулярно ширине.
Ширина b определяется глубиной резания, например при точении, сверлении, торцовом фрезеровании и других, либо шириной обрабатываемой части заготовки B, например, при цилиндрическом фрезеровании.
В первом случае имеем b = t/sinφ, во втором b = B/sinφ.
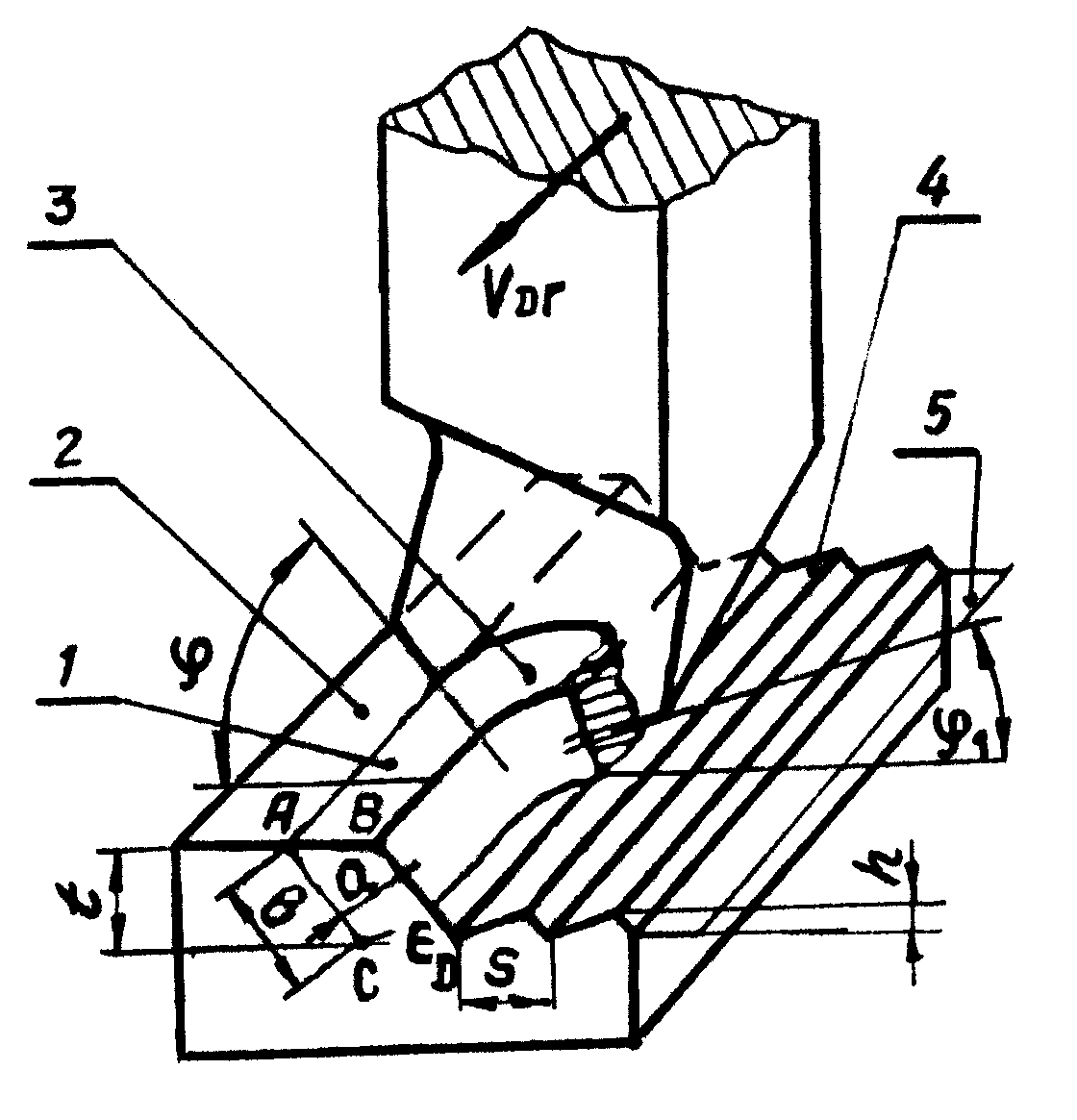
Рис. 4.1. Элементы строгания:
1 – срезаемый слой; 2 – обрабатываемая поверхность;
3 – стружка; 4 – реальная обработанная поверхность;
5 – номинальная обработанная поверхность
Толщина a определяется подачей на зуб, углом в плане φ, а при фрезеровании и фазовым углом поворота инструмента относительно заготовки Ψ:
a = Sz sinφ sinΨ.
Размеры а и b непосредственно влияют на процесс резания, определяя нагрузку на лезвие инструмента и параметры процесса резания. Чтобы оценить, какое влияние на обработку оказывают различные факторы, надо прежде всего установить, какое влияние они оказывают на изменение размеров сечения срезаемого слоя. Поэтому надо уметь определять элементы режима резания и размеры сечения срезаемого слоя для любого вида обработки.