

3.6. Зависимости между углами, измеряемыми в различных координатных и секущих плоскостях
На чертежах некоторых инструментов: сверл, торцовых фрез, фасонных резцов и других углы в главной секущей плоскости не задаются, а указываются углы в других секущих плоскостях, удобных для изготовления инструмента. Эти углы необходимо задать такими, чтобы передний, задний углы и угол наклона режущей кромки, характеризующие процесс резания, были оптимальными. Для проектирования и изготовления инструмента необходимо знать зависимости между углами, измеряемыми в различных плоскостях.
Для вывода искомых зависимостей через произвольную т.О (см. рис.3.12) проведем единчные векторы на передней поверхности резца: D - в главной секущей плоскости, B - по линии, касательной к режущей кромке, С - в произвольном направлении. Поскольку векторы D, B, С лежат в одной плоскости, то их векторно-скалярное произведение равно нулю. Векторы D, В, С определяются их проекциями на координатные оси Ox, Oy, Oz:
D = j cosγ + k sinγ, B = i cosλ – k sinλ,
C = i cosγi cosΨ + j cosγi sinΨ + k sinγi
Поскольку векторно сколярное произведение ВСD = 0, то определитель
0 |
сosγ |
sinγ |
= 0 |
сosλ |
0 |
– sin λ |
|
cosγi cosΨ |
cosγi sinΨ |
sinγi |
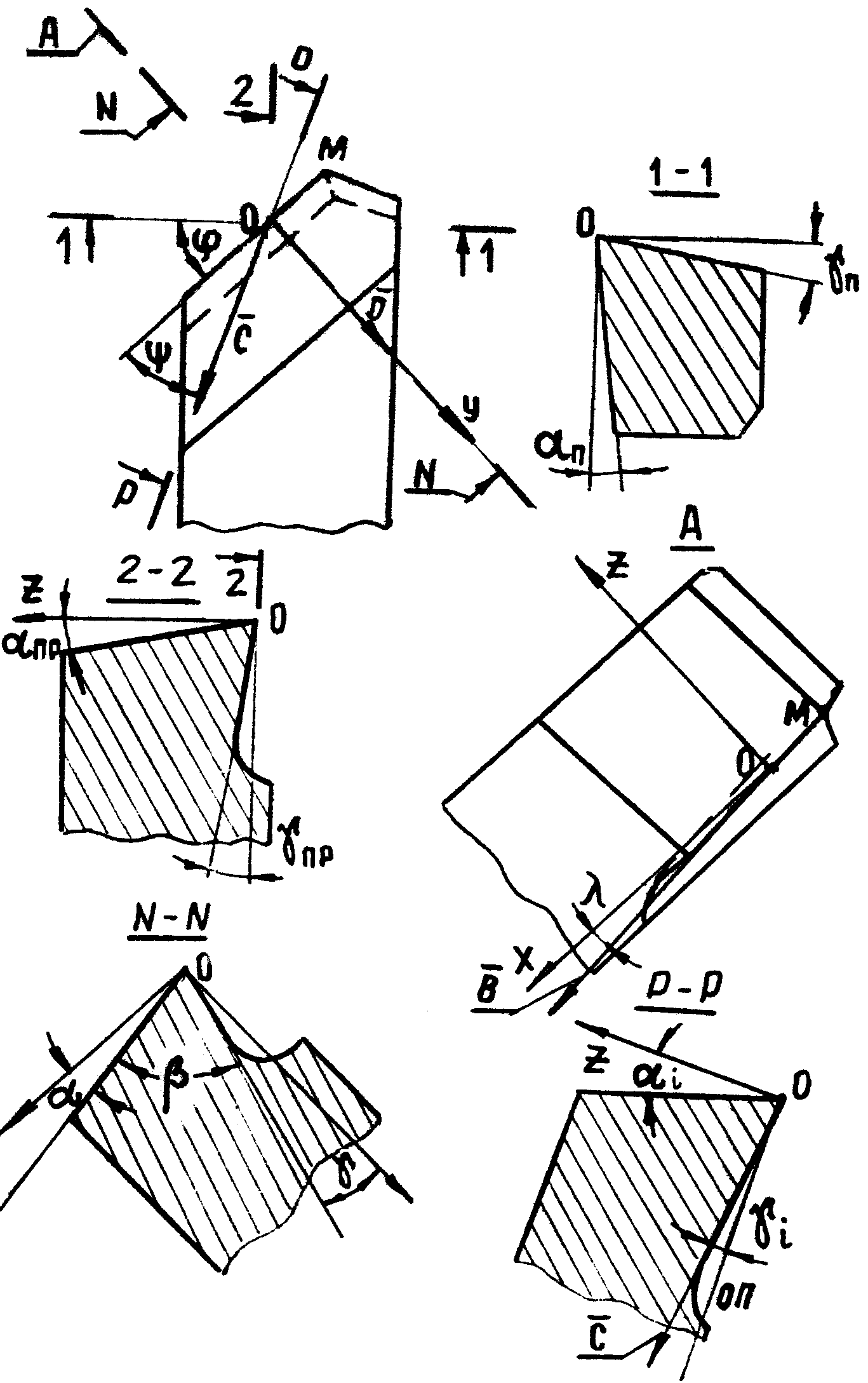
Рис. 3.12.Углы резца в различных секущих плоскостях
Решив данное уравнение относительно tg γi, получим:
tg γi = tg γ sinΨ – tg λ cosΨ (3.1)
Из рис. 3.12 видно, что при Ψ = 90˚ - φ плоскость Р - Р совпадает с плоскостью 2 - 2. При этом γi = γпр, αi = αпр.
tg γпр = tgγ cosφ – tgλ sinφ.
Для идеального резца с углом заострения β = 0 имеем
γ = 90˚ - α, γпр = 90˚ - αпр;
ctg αпр = ctgα cosφ – tgλ sinφ (3.2)
Аналогично положив Ψ = 180˚ - φ, получим
tg γп = tgγ sinφ + tgλ cosφ; (3.3)
ctg αп = ctgα sinφ + tgλ cosφ (3.4)
Выполнив такие же операции для вспомогательной режущей кромки, получим формулы, отличающиеся тем, что буквенные обозначения углов будут иметь индекс 1. Формулы (3.1. - 3.4.) применяются при проектировании режущего инструмента.
Для некоторых инструментов: сверл, торцовых фрез и других необходимо определить углы γ, λ, и α, по углам γпр, αпр, γп, αп, и φ.
Из формул (3.1. - 3.4.) имеем
tg γ = tgγпр cosφ + tgγп sinφ;
tg λ = tgγп cosφ - tgγпр sinφ;
ctg α = ctgαпр cosφ + ctgαп sinφ.
3.7. Влияние установки резца на станке на его геометрию
3.7.1. Резец повернут в основной плоскости
Рис. 3.13. Влияние поворота резца в основной плоскости на углы в плане
|
|
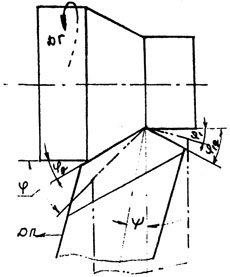
Поворот резца в основной плоскости на угол Ψ (см. рис.3.13) приводит к изменению углов в плане: φд = φ ± Ψ, φ1д = φ1 ± Ψ. Он производится на практике по часовой стрелке для уменьшения угла в плане φ с целью повышения стойкости инструмента, а против часовой стрелки – для увеличения угла в плане с целью повышения точности обработки и устранения вибраций.
3.7.2. Резец смещен по вертикали от оси вращения шпинделя токарного станка
Смещение резца обусловлено его неточной установкой. Если резец смещен вверх от оси вращения на величину h (см. рис.3.14), то плоскость резания ПР и основная плоскость ОП повернуты на угол η относительно плоскостей ПР1 и ОП1, относящихся к точно установленному по вертикали резцу. При этом действительные передний γд и задний αд углы для положения 2 отличаются от углов для положения 1.
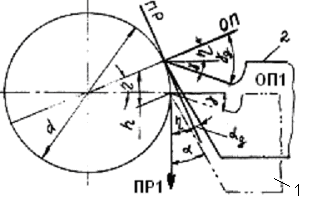
Рис. 3.14. Влияние смещения резца по высоте
относительно оси вращения шпинделя
токарного станка на геометрию
Для
случаев, когда
![]() имеем:
имеем:
γд = γ + η, αд = α – η, sin η = 2h/d.
В
общем случае, когда
![]() ,
смещение резца по вертикали вызывает
изменение переднего и заднего углов,
измеренных в продольной секущей
плоскости, на угол η.
Передний и задний углы, а также угол
наклона режущей кромки для положения
резца 1 (см. рис.3.14) будут отличаться от
углов для положения 2. Обозначим последние
индексом 2. Расчет производится в
следующей последовательности.
,
смещение резца по вертикали вызывает
изменение переднего и заднего углов,
измеренных в продольной секущей
плоскости, на угол η.
Передний и задний углы, а также угол
наклона режущей кромки для положения
резца 1 (см. рис.3.14) будут отличаться от
углов для положения 2. Обозначим последние
индексом 2. Расчет производится в
следующей последовательности.
Вначале определяют углы для положения 1:
tg γпр = tgγ cosφ – tgλ sinφ;
tg γп = tgγ sinφ + tgλ cosφ;
ctg αпр = ctgα cosφ – tgλ sinφ;
ctg αп = ctgα sinφ + tgλ cosφ.
Затем определяют эти же углы для положения 2:
η = arcsin 2h/d, γп2 = γп, αп2 = αп, γпр2 = γпр ± η;
αпр2
=
α
![]() η.
η.
Здесь верхние знаки относятся к обработке наружных поверхностей, нижние к обработке внутренних, при этом h > 0, если резец смещен вверх, и h < 0, если резец смещен вниз относительно оси вращения заготовки.
После этого определяют углы в координатных плоскостях для положения резца 2:
tg γ2 = tgγпр2 cosφ + tgγп sinφ,
ctg α2 = ctgαпр2 cosφ +ctgαп sinφ,
tg λ2 = tgγп cosφ – tgγпр2 sinφ
Как следует из формул, углы γ2, α2, λ2 изменяются тем больше, чем больше угол η. Последний увеличивается с уменьшением диаметра обрабатываемой заготовки и увеличением смещения h. Поэтому данный вопрос имеет значение для обработки деталей малого диаметра и отрезке на токарном станке. В этих случаях рекомендуется резец точно устанавливать по высоте.