

Структура гибкого автоматизированного производства (гап)
Важнейшей формой автоматизации – является гибкое автоматизированное производство, позволяющее быстро перейти на выпуск новой продукции, сохраняя при этом высокую производительность. ГАП представляет собой сложную структуру, содержащую следующие основные части:
Технологическое оборудование с программным управлением обладающее необходимой степенью гибкости;
автоматизированную складскую и транспортную системы, обеспечивающие подачу заготовок, обработанных деталей и смены инструментов;
система оперативно-транспортного управления и проектирования;
систему автоматизированного проектирования.
По сложности (ГАП) структурно разделяют на следующие уровни:
гибкий автоматизированный модуль (ГАМ);
гибкая автоматизированная линия (ГАЛ);
гибкий автоматизированный участок (ГАУ);
гибкий автоматизированный цех (ГАЦ);
гибкий автоматизированный завод (ГАЗ).
Под ГАМ понимают автономную функционирующую единицу технологического оборудования, оснащенную автоматизированным устройством программного управления и средствами автоматизации технологического процесса осуществляющие многократные циклы и имеющими возможность встраивания в систему более высокого уровня. ГАМ оснащается устройством смены инструмента, смены заготовок, удаление отходов и устройствами технического контроля и наладки технологического оборудования. Несколько ГАМ, объединенных общей системой управления и транспортной системой – составляют ГАЛ. И если образуются несколько потоков изделий, то они представляют собой ГАУ. Комплекс ГАМ, ГАЛ, ГАУ объединенные общей информационно-управляющей и транспортно-складской системами представляют ГАЦ. ГАЗ – это совокупность ГАМ, ГАЛ, ГАУ, ГАЦ охватывающие все виды производства, объединенные, автоматизированной системой управления (верхнего уровня, обеспечивающего плавную перестраиваемость на изготовления новых изделий).
Структура ГАП имеет 3 входа:
1 – информационный;
2 – материальный;
3 – энергетический.
Функции гибкого автоматизированного производства
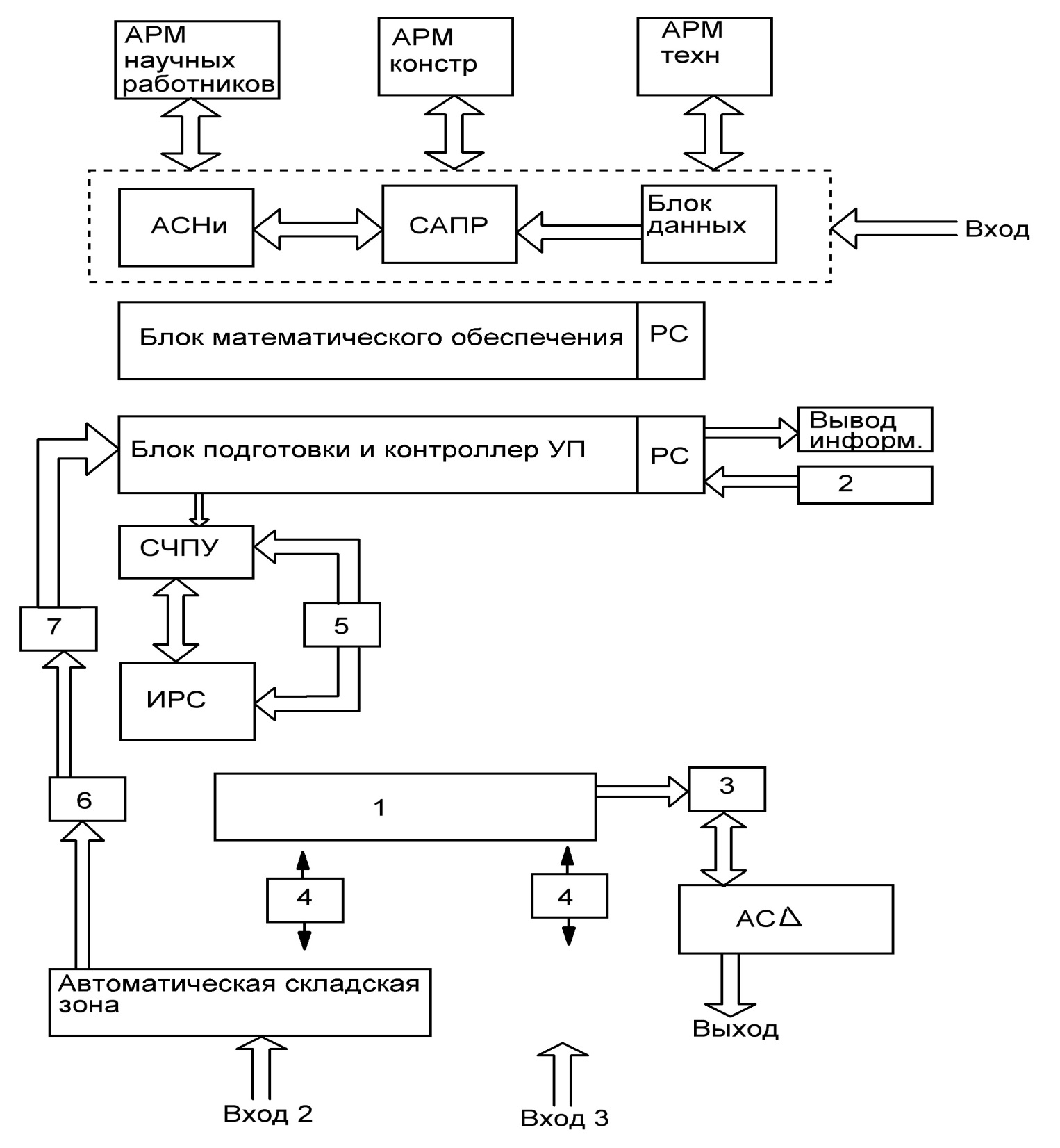
САПР готовит информацию, содержащую необходимые данные для изготовления изделия. В современном представлении САПР очень тесно связан с ГАП, так что их разделять не целесообразно. В системе оперативного управления и проектирования имеется блок данных, содержащий техническую информацию (материал режущего инструмента, режим резания, количество деталей и т.д.). Блок математического обеспечения осуществляет подготовку программ на языке высокого уровня. Блок подготовки и контроля управляющих программ компилирует управляющую программу для систем управления с ЧПУ. Контроль программ осуществляется с помощью устройства вывода информации, где по команде оператора вычерчивается траектория движения рабочего органа. Программа может контролироваться непосредственно со станка. Управляющая программа хранится в памяти компьютера. Управляющие программы поступают на СЧПУ (металлорежущего станка), из автоматического склада заготовок. Заготовка 6 поступает на систему установки заготовок (она же система снятия обработанных деталей 3). Транспортировка заготовок и деталей производится транспортными роботами 4. Необходимые для работы инструменты находятся магазинах 5. В отдельный случаях приведенная структура ГАП может в свой состав лишь 1 станок с СЧПУ. Одна из существенных функций ГАП – это контроль качества, под которым например понимается измерение геометрических размеров деталей. С этой целью разрабатывается ряд устройств на микропроцессорной основе. Простейшими устройствами являются одномерные средства активного контроля, служащие для применения на токарных и шлифовальных станках. При большом количестве точек изделий (при изготовлении корпусных деталей) используются 3-х координатные измерительные машины, которые могут обслуживать группу станков или отдельные станки. Для контроля изделий в потоке применяются так же измерительные роботы. Контроль качества изделий в реальном масштабе времени позволяет оценить не только само изделие, а так же зафиксировать его параметры в целом определить весь технологический процесс. Активное вмешательство в технологический процесс является весьма эффективным, когда выход измеряемой машины 2 готовых изделий 3 соединен с блоком подготовки управляющих программ с целью их корректировки. Адаптировать процесс обработки к измеряющимся параметрам заготовки позволяет машине, которая так же соединена с блоком управляющих программ. Последнее позволяет повысить производительность металлообработки по сравнению с расчетным, например, за счет учета отклонения реального значения припуска по сравнению с расчетным.