

Вопрос 3.
Билет №8
Вопрос 1
Для электрополирование высоколегированных нержавеющих сталей рекомендуется элекролит следующего состава (в весовых процентах) :
Ортофосфорная кислота…………………………40-45
Серная кислота……………………………………..37-34
Хромовый ангидрид…………………………….…. 4-5
Вода…………………………………………….….....20-17
Режим электрополирования :
Плотность тока (анодная)………………………40-70 а/дм2
Температура электролита…………………...…70-80С
Продолжительность полирования……………..5-15 мин
При
электроэрозионной обработке
При электрохимикомеханической обработке в качестве электролита рекомендуются следующие водные растворы:
1) 3—5% азотнокислого калия (KNО3 ), 3—5% фтористого натрия (NaF), 0,3% нитрита натрия (NaN02);
2) 5% азотнокислого калия (KNO3 ) и 10% нитрита натрия (NaN02 );
3) 10% азотнокислого калия (KNO3 ) и 5% нитрита натрия (NaN02 ) и др.
Нитрит натрия вводится в электролит для предотвращения коррозии оборудования. Электролит подается поливом в центр круга и при вращении круга оттесняется на периферию центробежной силой.
При размерной обработке чаще всего используются электролиты на основе нейтральных солей, таких как NaNO3, Na₂SO4, NaСl, NaClO4, KNO3 и др., так как они более безопасны и менее агрессивны чем растворы кислот и щелочей.
Раствор натрия азотнокислого NaNO3 (15–18%) является универсальным при обработке инструментальных сталей (Х12М Х12Ф, ХВГ, У12А и др.) и обладает хорошей локализующей способностью.
Вопрос 2.
Хром – твердый металл белого цвета с синеватым оттенком (=7,20 г/см3, Тплав=1830°С, равновесный потенциал: – 0,744 В)
Хром является первым металлом, который восстанавливается
электролизом из водных растворов. На воздухе хром обычно находится в
пассивном состоянии, причем пассивная пленка очень устойчива и
самовосстанавливается.
Области применения гальванических хромовых покрытий:
Защитно-декоративное покрытие. Как правило, слой хрома является верхним в многослойных покрытиях толщиной ~1 мкм. Реже используется черное и цветное декоративное покрытия.
Защитное покрытие (молочный хром) толщина слоя 10 и более мкм. Он беспористый, относительно эластичный и "мягкий".
Износостойкое покрытие толщиной 10…300 мкм. Как правило, имеет систему пор, предназначенных для удержания масла.
Хромовые покрытия обладают самой высокой твердостью.
ром может быть осажден как из соединений хрома (III), так и хрома (VI).
Электролиты на основе Cr (III).
Достоинства: низкая токсичность по сравнению с Cr (VI).
Недостатки: низкая стабильность, недостаточный блеск и твердость покрытий, необходимость наличия диафрагмы и др.
Классический электролит (один из первых) имел следующий состав:
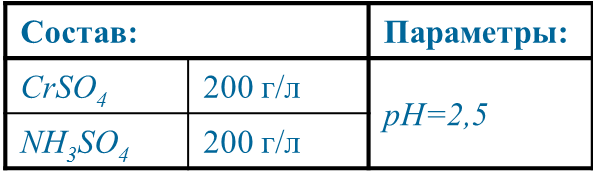
Особенности:
Осадки серого цвета;
Необходимо наличие разделительной диафрагмы;
Анод нерастворимый свинцовый;
В анодное пространство заливается смесь Na2PO4 и H2SO4 .
Также разработано множество фирменных составов, содержащих щавелевую, муравьиную, малоновую кислоты, органические добавки. Однако, технологически стабильных электролитов мало.
Стандартный электролит хромирования имеет некоторые недостатки:
Он очень чувствителен к колебанию температуры, допуская незначительное отклонение (± 2°С) от рабочего режима процесса;
Необходимо также поддерживать постоянную плотность тока и следить за соотношением между концентрациями хромового ангидрида и серной кислоты, что связано с частой корректировкой электролита.
Эти недостатки устраняют в саморегулирующемся электролите с автоматически регулируемой концентрацией сульфат ионов. Сульфат ионы вводят в электролит в виде труднорастворимого сульфата стронция, взятого в избытке, с тем, чтобы часть его находилась в виде осадка на дне ванны. По мере уменьшения концентрации ионов SO4²ˉ в растворе осадок растворяется, пополняя убыль этих ионов. Концентрация сульфат ионов является постоянной и составляет 2,5 г/л.
Состав электролита (г/л) и режим хромирования:
Хромовый ангидрид - 260-300 г/л
Стронций сернокислый - 5,5-6,5 г/л
Калий кремнефтористоводородный - 18-20 г/л
Выход по току = 17-19
Температура = 55-65°С
Плотность тока = 40-80 А/дм2
Факторы влияющие на внешний вид хромированного покрытия.
Из раствора, содержащего лишь чистую окись хрома, нельзя успешно осаждать хром. Качественный осадок получается только тогда, когда в ванне содержатся еще и свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуя осаждению хрома на катоде.
Ученые всесторонне изучили вопрос изменения внешнего вида хромовых осадков, образующихся в стандартной ванне (250 г/л CrО3 и 2,5 г/л Н2SO4), в зависимости от плотности тока и температуры ванны.