

8.4. Напряжения и деформации в процессе сушки.
Возникающие под влиянием внешнего воздействия поля температур приводят к неравномерному распределению влагосодержания по объему материала и удалению влаги из различных слоев. При удалении влаги частицы материала сближаются. В результате размеры изделия сокращаются и происходит определенная усадка материала, зависящая от его структуры и вида связи влаги.
В строительных материалах, относящихся к капиллярно-пористым телам, линейная усадка определяет размеры тела как
l = l0 (1 + l u) (8.6)
где
![]() – коэффициент линейной усадки,
характеризующий интенсивность изменения
линейных размеров материала.
– коэффициент линейной усадки,
характеризующий интенсивность изменения
линейных размеров материала.
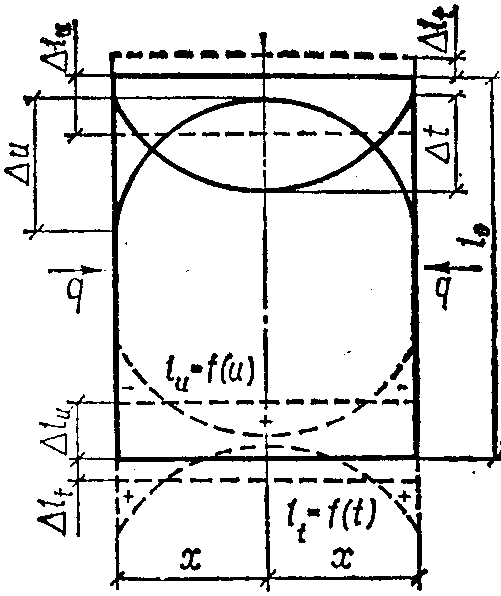
Рис. 8.3. Распределение температур, влагосодержаний и напряжений в пластине при сушке:
q– направление теплового потока; 2х – толщина пластины; lо – начальная длина пластины; Δt,Δu– перепады температур и влагосодержаний; Δlt – отрезок, на который должна увеличиться длина пластины от температурного расширения; Δlu – отрезок, на который должна уменьшиться пластина пропорционально влагосодержания; lt,lu – конфигурации, принимаемые пластиной соответственно от температурных и влажностных деформаций
Неравномерное распределение влагосодержаний u в материале при сушке (рис. 8.3) должно было бы привести к соответствующему сокращению размеров изделия, изменению конфигурации пластины, т. е. поверхностные слои материала были бы значительно короче, чем центральные. Развивающиеся силы стараются сдвинуть отдельные слои по отношению друг к другу, в результате возникает напряженное состояние в материале.
Однако линейная усадка материала lu, вызванная изменением влагосодержаний, усреднена по толщине пластины, а различные зоны материала находятся в растянутом состоянии (знак «–», т. е. наружные слои сократились меньше расчетного значения) или сжатом (знак «+» – внутренние слои сократились больше расчетного значения). Если возникающее напряжение превышает прочность материала, то появляются трещины, а затем растрескивание и полное разрушение материала.
В периоды I и III температура материала по толщине изделия различна (см. рис. 8.1; 8.2, а), в результате чего возникает неравномерное расширение различных слоев:
l = l0 (1 + al t) (8.6)
где al – коэффициент линейного расширения.
Перепад температур в пластине при нагреве ее с двух сторон составляет t (рис. 8.3), а теоретическое удлинение материала определяется кривой lt = f(f). Однако реальные размеры пластины l0 + 2t. Усредненное удлинение lt (с каждой стороны пластины), вызванное ее нагревом и расширением, приводит к возникновению температурных напряжений. Следовательно, наружные зон материала расширились меньше теоретических значении и находятся в сжатом состоянии (знак «+»), а внутренние – больше и находятся в растянутом состоянии (знак «–»).
При анализе схемы напряженных состояний необходимо отметить, что напряжения, возникающие под влиянием градиентов влагосодержаний и температур, имеют противоположные знаки, и уменьшая друг друга, снижают напряженное состояние материала. Однако усадка, вызываемая испарением влаги, во много раз превышает температурное расширение материала, и поэтому скорость испарения влаги, и соответственно изменение поля влагосодержаний в материале, оказывает основное влияние на деформативное изменение его структуры.
В периоды I и II сушильного процесса в материале в результате нагрева возникает внутреннее давление, вызванное расширением воздуха в капиллярах, движением влаги, а также испарением влаги в пузырьки воздуха в капиллярах (см. рис. 8.2, в). В периоде III концентрация паров в капиллярах уменьшается и давление в центре изделия становится ниже давления окружающей среды.
Наиболее значительные перепады давлений возникают в материале при высокотемпературной сушке за счет кипения влаги. Как правило, такие условия наблюдаются при сушке токами высокой частоты, методом сброса давления или контактным способом на горячих поверхностях. Перепады давлений также могут быть причиной нарушения структуры материала при сушке.