

5.2. Стенды формования и паропрогрева
Стендовый способ производства применяют для изготовления крупноразмерных изделий, при изготовлении которых нельзя использовать передвижные формы. При этом способе изделия формуют непосредственно на стенде, представляющем собой ямную камеру малой глубины, на дне которой установлена железобетонная плита толщиной 120...200 мм.
В стендах с греющим дном в плите на глубине 50... 70 мм от поверхности уложены обогревающие трубы диаметром 25...32 мм, по которым проходит пар или горячая вода. Снизу, под плитой, находится теплоизоляционный слой сухого шлака толщиной 300...400 мм.
После формования изделия на стенде под крышку подводят пар. Расход пара при тепловлажностной обработке на стендах, по сравнению с обработкой в пропарочных камерах, повышен (400... 1000 кг/м3) за счет увеличения потерь теплоты в окружающую среду через большие ограждающие поверхности.
Ограждающие конструкции (пол, стены, крышку) для уменьшения потерь в окружающую среду следует покрывать паро- и гидроизоляцией, а по периметру стен устраивают гидрозатвор для предотвращения выбивания пара. Пол стенда выполняют с уклоном для стока конденсата и слив, который оборудован гидрозатвором и подключен к общей системе сброса конденсата. Конструкция крышки стенда должна иметь необходимую жесткость во избежание перекосов.
Наиболее эффективны системы пароснабжения стендов, обеспечивающие интенсивную циркуляцию греющей среды. Так как камеры в стендах малой глубины, то циркуляцию обеспечивают по горизонтальному контуру, т. е. паровые стояки стоят вертикально в углах камеры, а направление сопловой подачи пара – горизонтальное, вдоль стен. При стендовом формовании плоских плит и панелей широко распространен способ тепловой обработки на подогреваемых формовочных матрицах или площадках с устройством в них паропроводящих каналов или регистров.
Для улучшения условий тепловой обработки изделия покрывают колпаками или крышками, под которые подают «острый» пар. Прочность колпаков обеспечивается металлическим каркасом, к которому крепится деревянная обшивка и утепление из шлаковаты или другого теплоизоляционного материала. Размеры колпаков соответствуют размерам прогреваемого изделия; расстояние от поверхности изделия до крышки и стенок колпака должно быть не менее 50 мм. Плотное прилегание колпаков к формам или площадке обеспечивается упругими брезентовыми или резиновыми подкладками, пришитыми по всему периметру опорных кромок. Жесткие каркасные колпаки при изготовлении изделий на подогреваемых стендах можно заменить покрытиями из двух слоев брезента или полиамидной пленки с прослойкой из минеральной ваты.
При изготовлении изделий сложной конфигурации применяют стальные или железобетонные матрицы. Так, при производстве лестничных маршей используют железобетонную матрицу (рис. 5.5). Форма для изделия образуется боковыми ограждающими конструкциями 1 и железобетонным основанием 2 с вмонтированными греющими трубами 3. Под основанием 2 устроена шлаковая или керамзитная теплоизоляция 4. Пар через паропровод 6 подается под колпак или крышку 5; конденсат удаляется через патрубок.
Р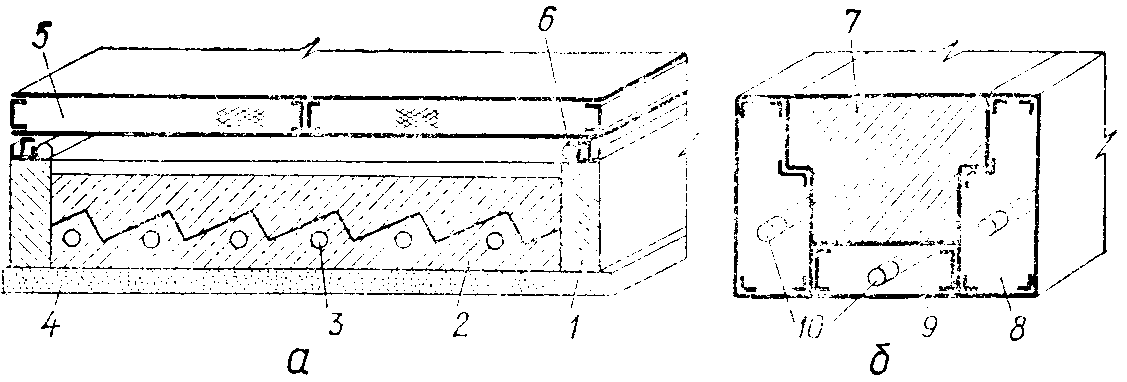 ис.
5.5. Матрица (а) для изготовления лестничных
маршей и термоформа (б):
ис.
5.5. Матрица (а) для изготовления лестничных
маршей и термоформа (б):
1 – ограждающие стены; 2 – железобетонное основание; 3 – греющие трубы; 4 – теплоизоляционный слой; 5 – крышка: 6 – паропровод; 7 – изделие: 8 – боковые стенки; 9 – поддон; 10 – штуцера и перфорированные трубы пароподачи
Для изготовления крупноразмерных изделий (пролетных мостовых конструкций) применяют тоннельные камеры паропрогрева периодического действия. Камеры бывают проходными (с двумя дверьми) и тупиковыми (одна дверь), двери в них выполнены из металлического каркаса, обшиты листовым металлом и теплоизолированы, а также герметизированы прокладками из термостойкой резины и специальными зажимами. Пар подается по длине камеры перфорированными трубами, днище имеет уклон для стока конденсата. Камера имеет высоту и ширину 1,8...2,0 м и длину 25 м. Изделия длиной 21 или 24 м подаются в камеру по рельсовому пути на передвижном стенде.
Для тепловой обработки изделий применяется также установка, в которой паровой колпак имеет П-образную форму и расположен на роликовых опорах, по торцам снабжен шторными завесами с приводами (рис. 5.6.). В данной установке можно одновременно подвергать тепловлажной обработке несколько труб.
Институтом Индустройпроект разработана, исследована и опробована система пароснабжения форм труб с использованием эжекторов, обеспечивающая нагрев бетона труб до 70...80 °С в течение 4 ч и сокращение расхода пара до 250...300 кг/м3. В настоящее время исследовано несколько методов электротермообработки труб с помощью ТЭНов, обогрев горячим воздухом, индукционный нагрев, а также обогрев продуктами сгорания природного газа.
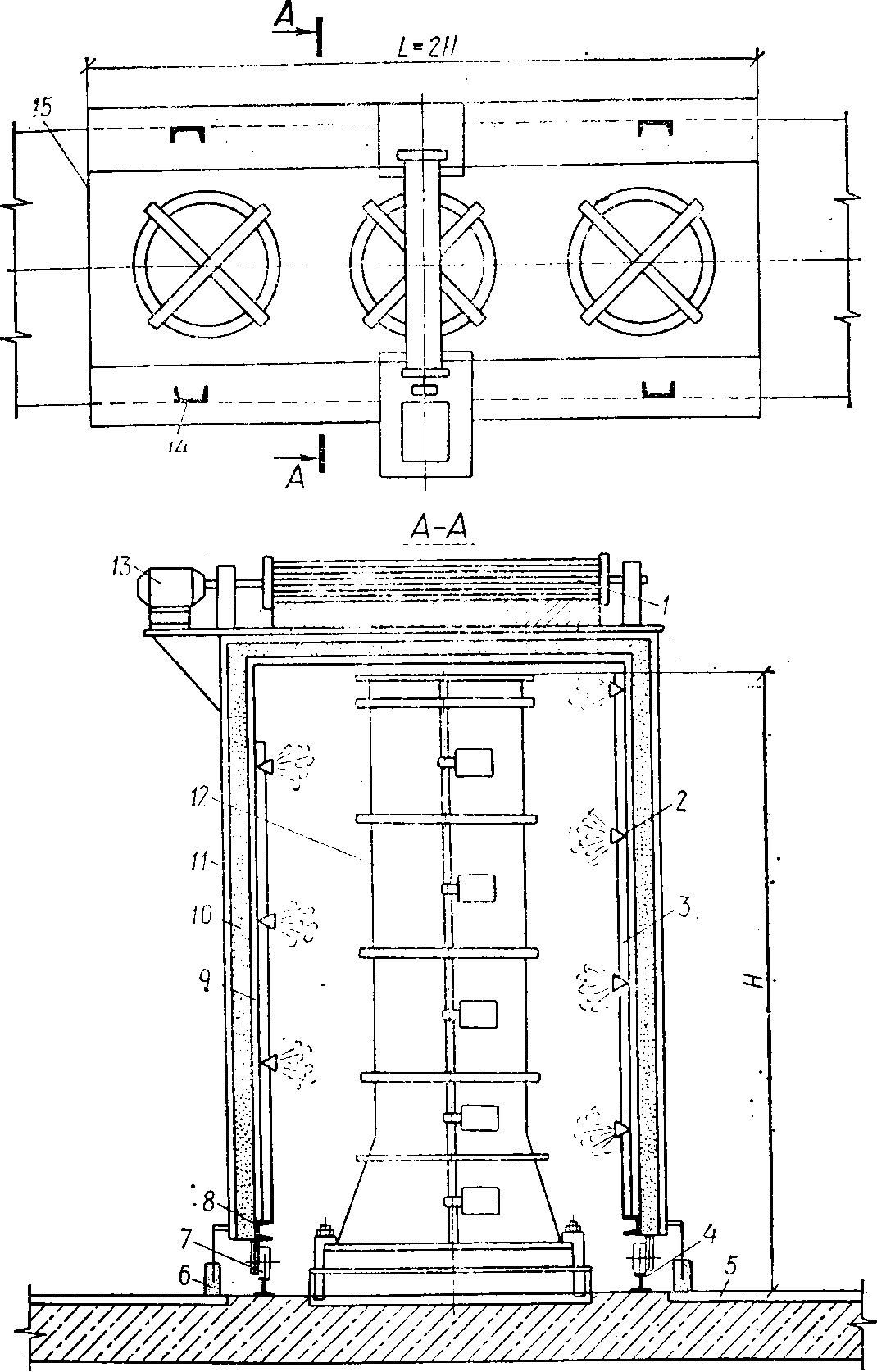
Рис. 5.6. Передвижная пропарочная камера для термообработки виброгидропрессованных труб:
1 – барабан; 2 – сопла; 3 – подающий паропровод; 4 – рельс; 5 – основание; 6 – гидрозатвор; 7 – колесо-каток; 8 – швеллер: 9, 11 – внутренняя и наружная обшивки колпака; 10 – теплоизоляция; 12 –• труба; 13 – электродвигатель; 14 – П-образные рамы; 15 – шторная завеса