

Методика експерименту
Об’єктами дослідження були флексографські фотополімеризуючі друковані пластини SKOR виробництва фірми Polyfibroi Technologies Inc. (зараз Mac-Dermid Graphic Arts) і розчинники трихлоретилен / бутанол, UNISOL, OPTISOL 737 виробництва фірми DuPont. Зразки для дослідження представляли собою квадратні плошки площею 16 см2, що попередньо опромінювали протягом 20 хв. УФ-світлом ламп ЛУФ-80 (інтенсивність 85 Вт/м). Потім кожен зразок вимивали відповідним розчинником у щітковому автоматі при температурі 25–300С 20 хв. Конвективне сушіння зразків виконували в модельній установці, що дозволяла регулювати і підтримувати в заданому режимі температуру сушіння і швидкість теплоносія. Вологість зразків протягом усього процесу сушіння визначили виміром їх маси безпосередньо в сушильній камері за допомогою квадратних ваг ВЛКТ-500 з точністю до0,01 р. Принципова схема установки для дослідження кінетики сушіння ФПМ надана на рис. 4.
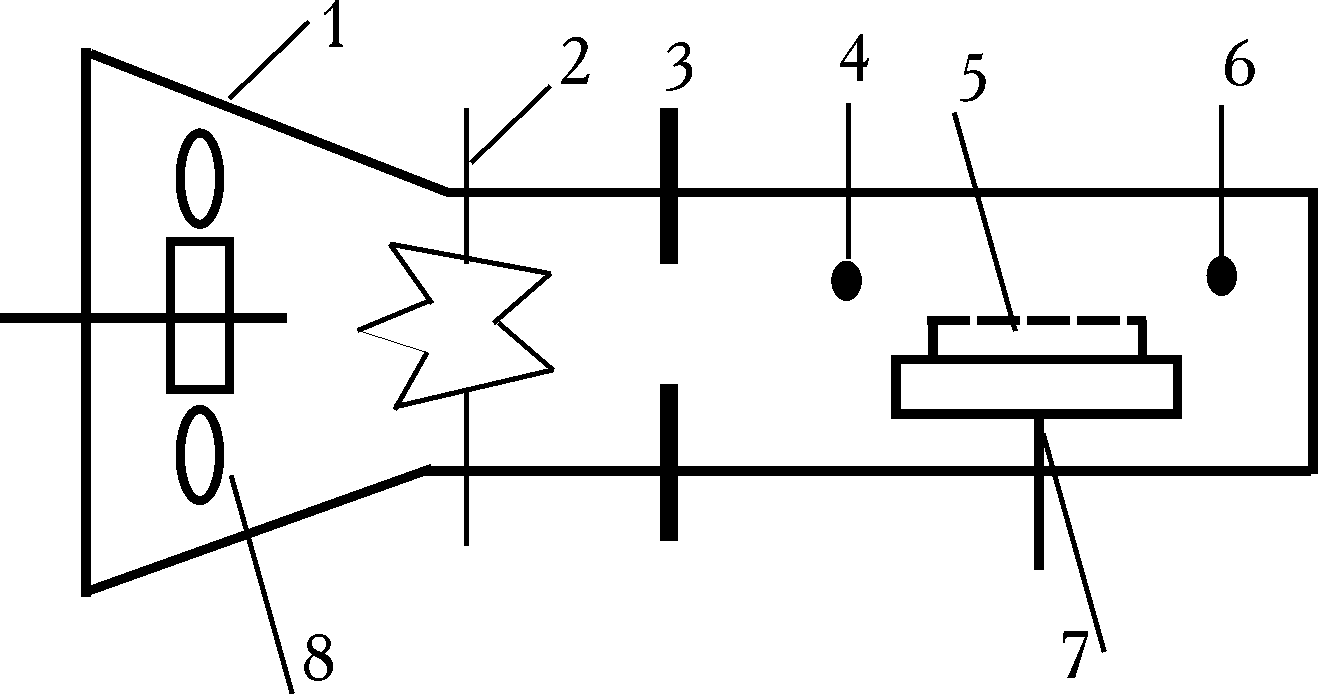
Рис. 4. Принципова схема модельної установки для дослідження сушіння ФПП, де 1 – корпус; 2 – нагрівальний елемент; 3 – діафрагма для регулювання швидкості потоку теплоносія; 4 – датчик температури; 5 – досліджуваний зразок; 6 – датчик швидкості потоку теплоносія; 7 – підставка, з’єднана з квадратними вагами ВЛКТ-500; 8 – вентилятор
Вологість зразків визначалася як відношення маси вологих зразків до маси кожного зразка до вимивання. Кінцева вологість – з кінетичного кривого сушіння, як точка, найближче розташована до рівноважної вологості за час дослідження. Експериментально встановлений час сушіння зразків до кінцевої вологості склав 2400–3000 сек. Критична вологість визначалась з кінетичного кривого сушіння як точка переходу від лінійного (першого) періоду до потенційного (другого) періоду. Швидкість сушіння зразків протягом першого періоду обчислювалась з кінетичних кривих по тангенсі кута нахилу лінійних ділянок кривих.
Узагальнені експериментальні результати дослідження сушіння матеріалу SKOR у різних розчинниках і умовах сушіння надані у табл. 1. Кінцева вологість деяких зразків, наданих у цій таблиці, менше 100%, що обумовлено їх частковим розчиненням і вимиванням золь-фракції.
Таблиця 1
Значення коефіцієнтів емпіричного рівняння швидкості сушіння для температур 45РТр65 (0С) V=A+Q(t-45) (% сек) пластин SCOR у різних розчинниках
Розчинник |
Товщина пластини, мм |
Швидкість теплоносія, м/с |
Коефіцієнт А102 %/сек |
Коефіцієнт Q%/сек.0С |
Трихлоретилен/бутанол |
1,70 |
0,8 |
6,8 |
0,23 |
1,5 |
16,1 |
0,42 |
||
2,54 |
0,8 |
4,8 |
0,23 |
|
1,5 |
7,4 |
0,42 |
||
UNUSOL |
1,70 |
0,8 |
5,7 |
0,42 |
1,5 |
12,4 |
0,25 |
||
2,54 |
0,8 |
3,4 |
0,11 |
|
1,5 |
5,0 |
0,22 |
||
OPNISOL 737 |
1,70 |
0,8 |
4,1 |
0,18 |
1,5 |
9,4 |
0,29 |
||
2,54 |
0,8 |
6,8 |
0,35 |
|
1,5 |
3,1 |
0,24 |