

5.5 Магнитотвёрдые материалы
Магнитотвердые материалы в отличие от магнитомягких имеют существенно большую коэрцитивную силу, которая изменяется в пределах от 5103 до 5106 А/м, и площадь петли гистерезиса. Такие магнитные материалы применяются для изготовления постоянных магнитов — источников постоянных магнитных полей, которые практически во многих случаях выгоднее, чем электромагнитные.
Постоянные магниты имеют рабочий воздушный зазор; следовательно, на разомкнутых концах возникают полюсы, создающие размагничивающее поле с напряженностью Hd, снижающее индукцию внутри магнита до Bd, которая меньше остаточной индукции Bг. Остаточная индукция Bг, характеризует материал в том случае, если магнит находится в замкнутом состоянии и предварительно намагничен до насыщения в сильном внешнем магнитном поле.
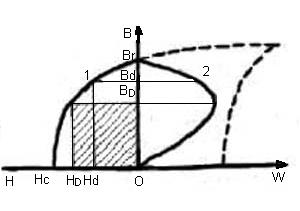
Рисунок 5.5-Кривые, характеризующие свойства магнитотвёрдых материалов.
На рисунке 5.5 приведены кривые, характеризующие свойства магнитотвердых материалов: кривая размагничивания (1) участок гистерезисной петли, расположенный во втором квадрате; кривая энергии магнита в зазоре (2). Удельная магнитная энергия поля создаваемого в воздушном зазоре магнита, определяется выражением:
Wd=BdHd/2 (5.9)
Индукция разомкнутого магнита Bd уменьшается с увеличением зазора. При замкнутом магните Bd =Bг, магнитная энергия равна нулю, так как Hd= 0, если зазор между полюсами велик, то напряжённость магнитного поля в зазоре равна коэрцитивной силе материала Hc, а Bd=0; следовательно, и в этом случае магнитная энергия Wd=0. При некоторых значениях Bd и Hd энергия достигает максимального значения:
Wmax= Bdmax Hdmax /2 (5.10)
Величина Wmax является важнейшей при оценке качества материала. Форма кривой размагничивания характеризуется коэффициентом выпуклости:
=B Hmax / (Bг Hc) (5.11)
Коэффициент выпуклости приближается к единице с увеличением прямоугольности петли гистерезиса. Максимальная энергия магнита тем больше, чем больше остаточная индукция Bг, коэрцитивная сила Hс и коэффициент выпуклости .
Магнитотвердые материалы по составу и способу получения подразделяют на следующие группы: 1) литые высококоэрцитивные сплавы; 2) металлокерамические материалы; 3) магнитотвердые ферриты; 3) сплавы на основе редкоземельных элементов; 5) прочие магнитотвердые материалы (мартенситные сплавы, пластически деформируемые сплавы и др.).
5.5.1 Литые высококоэрцитивные сплавы
Наибольшее распространение получили магнитотвердые материалы на основе железоникель-алюминиевых и железоникель-кобальт-алюминиевых сплавов, легированных различными добавками.
Высококоэрцитивное состояние сплавов Fe—Ni—A1 получается при концентрации никеля 20…33 % и алюминия 11…17 %. Для улучшения магнитных свойств сплавы обязательно легируются, легирование медью повышает коэрцитивную силу и улучшает механические свойства, но приводит к снижению остаточной индукции. Легирование кобальтом позволяет существенно улучшить коэрцитивную силу и повышает индукцию насыщения и коэффициент выпуклости. В качестве легирующих элементов используются также титан, кремний и ниобий. Коэрцитивная сила Hc сплавов достигает 50 кА/м, а магнитная энергия (BH) - 12 кДж/м3.
Магнитотвердые материалы типа Al—Ni—Co представляют собой сплавы железа с никелем (12…26 %), кобальтом (2…40 %) и алюминием (6…13 %), cодержащие, кроме того, с целью улучшения магнитных свойств, легирующие добавки меди (2…8 %), титана (О…9 %) и никеля (0…3 %). Сплавы, содержащие более 15 % кобальта, подвергают термомагнитной обработке, которая заключается в охлаждении сплава от высоких температур 1250…1300°С в сильном магнитном поле, при этом возникает магнитная текстура и сплав становится магнитоанизотропным. Изотропные сплавы имеют магнитную энергию Wmax до 6 кДж/м3, анизотропные — до 16 кДж/м3.
5.5.2 Металлокерамические и металлопластические магниты
Они создаются методами порошковой металлургии, которые позволяют автоматизировать процесс производства, получать изделия по строго выдержанным размерам.
Металлокерамические магниты изготовляют из измельченных тонко дисперсионных порошков сплавов ЮНДК, а также сплавов Сu—Ni—Со, Си—Ni—Fe путем прессования и дальнейшего спекания при высоких температурах. Такой способ выгодно применять для производства мелких деталей или магнитов сложной конфигурации.
Так как металлокерамические магниты содержат поры, то их магнитные свойства уступают литым материалам. Как правило, пористость уменьшает остаточную индукцию Bг на 3÷5 % и магнитную энергию Wmax (на 10…20 %) и практически не влияет на коэрцитивную силу Hc Механические свойства их выше, чем литых магнитов. Металлопластические магниты изготовлять проще, чем металлокерамические, но свойства их хуже. Металлопластические магниты получают из порошка сплавов ЮНД или ЮНДК, смешанного с порошком диэлектрика (например, фенолоформальдегидной смолой). Процесс изготовления магнитов подобен процессу прессования пластмасс и заключается в прессовании под давлением 500 МПа, нагреве заготовок до 120…180°С для полимеризации диэлектрика.
Механические свойства металлопластических магнитов лучше, чем у литых, но магнитные свойства хуже, так как они содержат до 30% по объему неферромагнитного связующего диэлектрического материала: Bг меньше на 35…50 %, Wmax — на 40…60 %.