

Министерство образования Республики Беларусь
Белорусский национальный технический университет
Кафедра «Стандартизация, метрология и информационные системы»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К курсовому проекту
по дисциплине
«Нормирование точности и технические измерения»
Исполнитель: __________ Райхлин М.Ю.
Студент 3 курса гр. 103510
Руководитель: __________ Боровец Г.В.
Минск 2013
Содержание
Содержание 3
2. Расчет калибров для контроля деталей гладких цилиндрических сопряжений 6
5. Расчет допусков и посадок шпоночного соединения 11
Задача №6 Расчет допусков и посадок резьбовых сопряжений 14
6.1. Расчет резьбовой посадки m48-7g/6h 14
Рассчитываем предельные размеры отверстия Ø240H8.
По ГОСТ 25346-89 определяем значения допуска IT8 = 72 мкм
Нижнее отклонение будет равно
EI = ES - IT8 = 72 - 72 =0 мкм.
Верхнее отклонение будет равно
ES = EI + IT8 = 72 мкм.
Предельные размеры вала:
Dmax = D0 + ES = 240,000 + 0,072 = 240,072 мм.
Dmin = D0 + EI = 240,000 + 0= 240,000 мм;
Рассчитываем предельные размеры вала Ø240m7.
По ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений» определяем значения допуска IT7= 46 мкм и основного (верхнего) отклонения es =63 мкм.
Нижнее отклонение будет равно
ei = es- IT6 =63 – 46 = 17 мкм.
Предельные размеры отверстия:
dmax = d0 + es = 240,000+0,063 = 240,063 мм;
dmin = d0 + ei = 240,000 + 0,017= 240,017 мм.
Результаты расчётов оформим в виде таблицы.
Таблица 2
Размер |
IT, мкм |
ES (es), мкм |
EI (ei), мкм |
Dmin(dmin), мм |
Dmax(dmax), мм |
Ø240H8 |
72 |
+72 |
0 |
240,000 |
240,072 |
Ø240m7 |
46 |
+63 |
+17 |
240,017 |
240,063 |
Расчёт предельных размеров деталей сопряжения
Dср = (Dmax + Dmin)/2 = (240,072 + 240,000)/2 = 240,036 мм;
dср = (dmax + dmin)/2 = (240,063 + 240,017)/2 = 240,040 мм;
Smax = Dmax – dmin =240,072 – 240,017= 0,055 мм;
Nmax = dmax – Dmin = 240,017– 240,000= 0,063 мм;
Допуск посадки
T(S,N) = IT(D) + IT(d) = 0,072 + 0,046 = 0,118 мм.
Строим схему расположения полей допусков сопрягаемых деталей
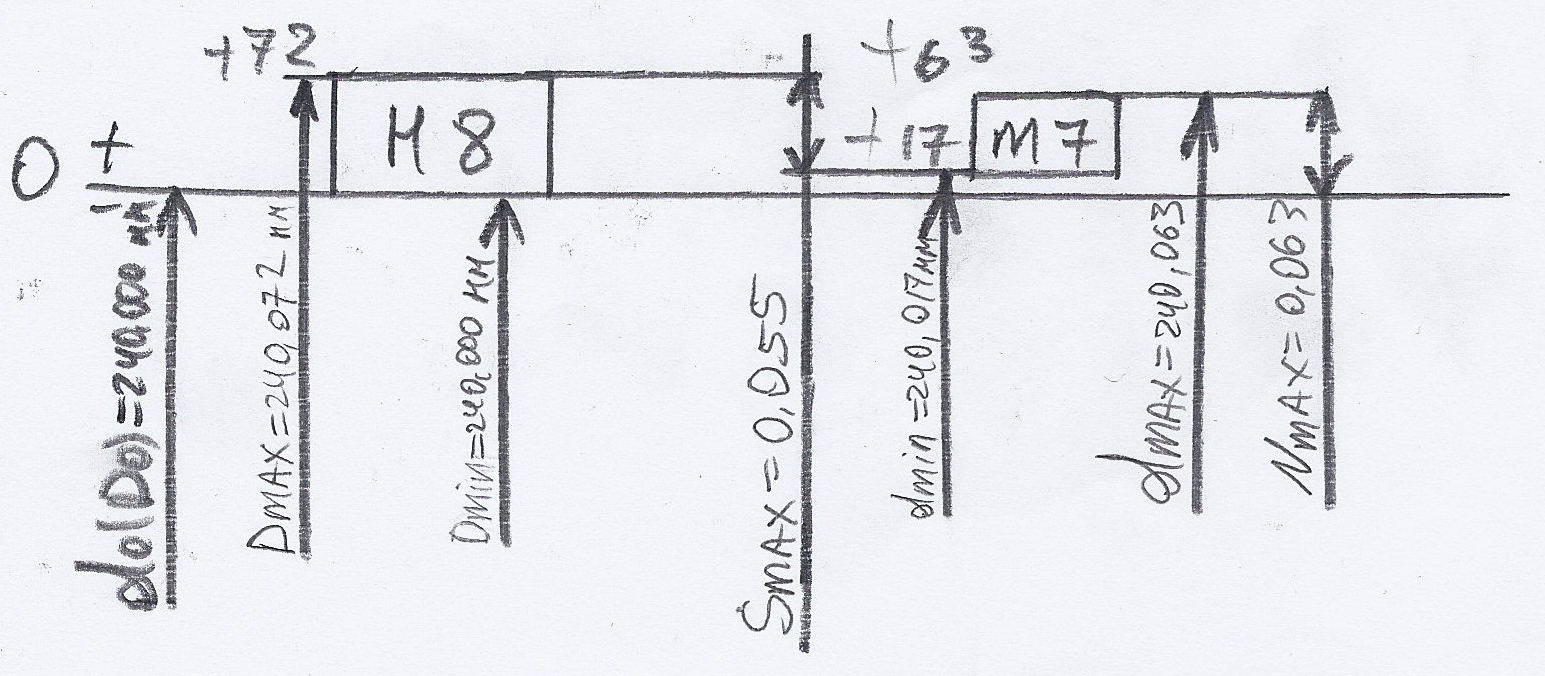
Рис.1.2.1. Схема расположения полей допусков сопрягаемых деталей
Принимаем нормальный закон распределения случайных размеров и рассчитываем предельные значения вероятных зазоров (натягов). В рассматриваемом сопряжении Dcp<dcp, поэтому рассчитываем вличину математического ожидания зазоров:
M(S) = Dср – dср =240,036 – 240,040 = -0,004 мм;
 мкм
мкм
Рассчитаем предельные значения вероятных зазоров и натягов:
Smax.вер.
=
M(S) + 3 =
-4+ 314,24
= 38,72мкм
≈0,038мм
;
=
-4+ 314,24
= 38,72мкм
≈0,038мм
;
Smin.вер. = M(S) – 3 = -4 – 314,24 = -46,72мкм ≈ -0,046мм ;
Nmax.вер = 46,72 мкм = 0,046 мм.
При применении переходных посадок в спряжениях возможны зазоры или натяги. Поэтому рассчитываем вероятность их получения. Для определения площади заключенной между кривой Гаусса, осью ординат и осью абсцисс (на чертеже указанная площадь заштрихована) используем табулированные значения функции.
 ,
где
,
где
 .
.
В данном случае
х = M(S) =4 мм;
= 14,24 мкм.
Тогда
z = M(S) / =4/14,24 =0,28;
Ф(z=0,28) =0,1103= 11,03 %
Таким образом, вероятность получения зазоров в сопряжении Ø240H8/m7 составляет Р(S) = 50 % + 11,03 % = 61.03 %.
Определим вероятность получения натягов Р(N) =38,97 %.
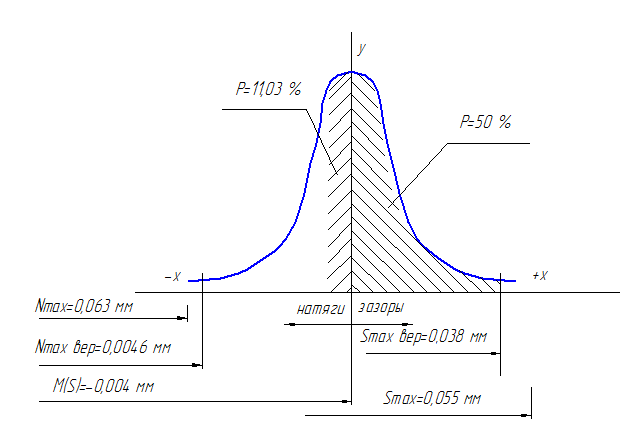
Рис.1.4. Распределение вероятных зазоров (натягов)