

 Вихідні
дані
Вихідні
дані
№ варінту |
Родовище облицювального каменю |
Номер виробу |
Вписані розміри плит-заготовок, мм |
17 |
Граніт Єміль”янівський
|
2 |
1500×1200×30 1400×1000×20 |
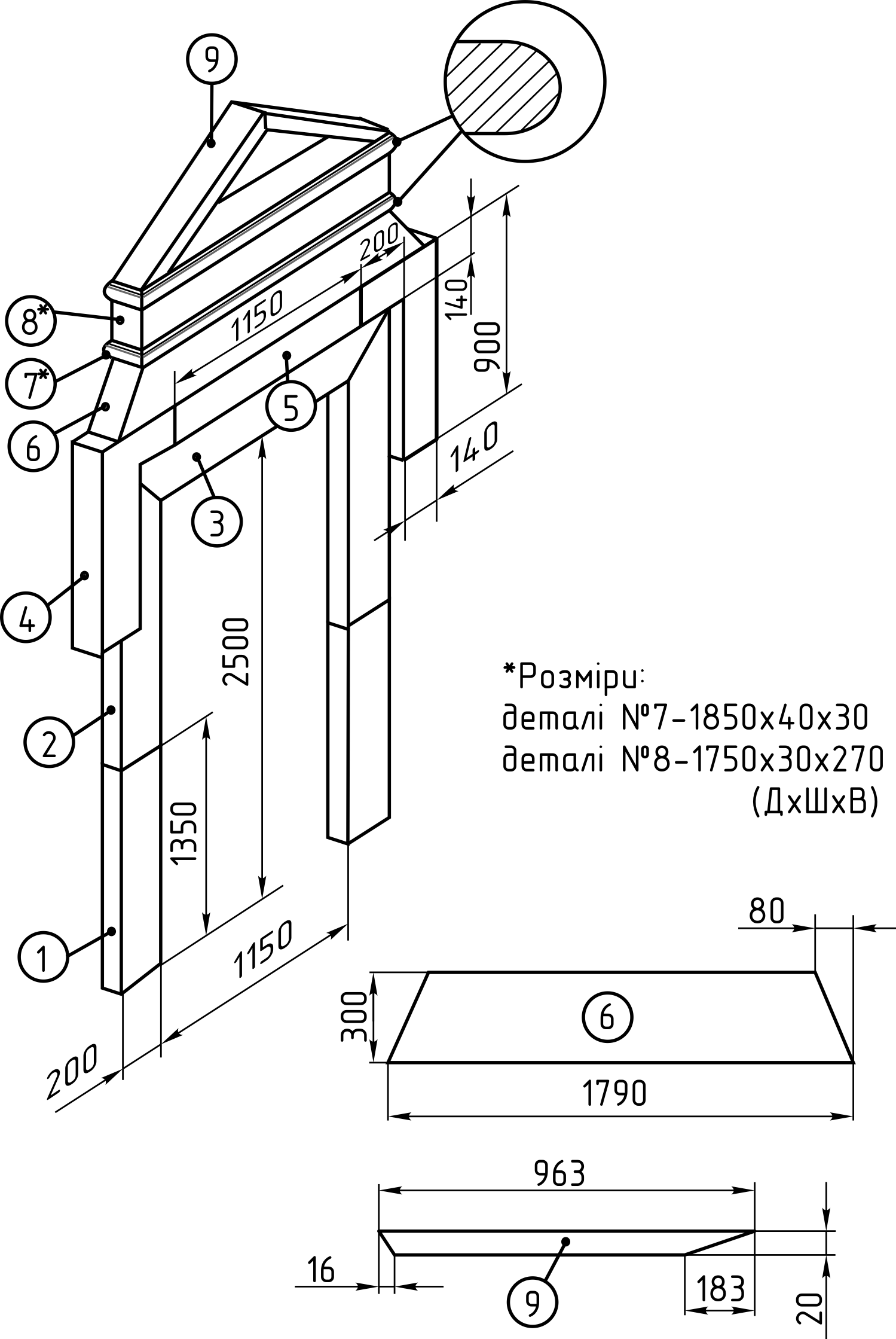
Виріб №2 “Фасад”:
товщина деталей 1,2,3 – 20 мм, усіх інших – 30 мм
1. Складання карт розкрою плит-заготовок
1.1. Кількість і розміри деталей виробу:
№1: 200×1350×20 – 2 шт.
№2: 200×1350×20 – 2 шт.
№3: 200×1550×20 – 1 шт.
№4: 340×900×30 – 2 шт.
№5: 140×1150×30 – 1 шт.
№6: 300×1790×30 – 1 шт.
№7: 1850×40×30 – 1 шт.
№8: 1750×270×30 – 1 шт.
№9: 963×20×30 – 2 шт.
Загальна кількість деталей цілого виробу становить 13 шт.
1.2. За вписаними розмірами плит-заготовок складаємо карту розкрою для деталей:
№ 4,5,6,7,8,9 товщиною 30 мм та карту розкрою для деталей № 1,2,3 товщиною 20 мм. (див. додаток)
 1.3.
Визначаємо
оптимальність складених карт розкрою,
а саме коефіцієнт виходу деталей:
1.3.
Визначаємо
оптимальність складених карт розкрою,
а саме коефіцієнт виходу деталей:
![]()
де
![]() - сумарна площа деталей відповідної
товщини, м2;
- сумарна площа деталей відповідної
товщини, м2;
![]() площа
плити-заготовки за вписаними розмірами,
м2;
площа
плити-заготовки за вписаними розмірами,
м2;
![]() кількість
плит-заготовок відповідної товщини.
кількість
плит-заготовок відповідної товщини.
![]()
![]()
![]()
1.4. Визначаємо сумарну площу різу при окантовуванні плит-заготовок:
![]() ,
м2
,
м2
де![]()
![]() -
сумарна площа різу плит відповідно
товщиною 20 та
-
сумарна площа різу плит відповідно
товщиною 20 та
30 мм, м2.
![]() ,
м2
,
м2
де
![]() сумарна
довжина розкрою плит-заготовок, м;
сумарна
довжина розкрою плит-заготовок, м;
h – товщина плити-заготовки, м.
![]()
![]()
![]()
1.5. Визначаємо сумарну площу полірування каменю:
При шліфуванні-поліруванні плит-заготовок з Токівського граніту площа полірованої поверхні визначається за формулою:
![]()
![]()
де площа плити-заготовки обчислена за вписаними розмірами, м2;
![]() витратний
коефіцієнт, що враховує втрати каменю
після
витратний
коефіцієнт, що враховує втрати каменю
після
окантовування:
– для
міцних порід
![]()

![]()
Загальна площа полірування становитиме 6,73 м2.
1.6. Так, як Токівський граніт відноситься до високоміцних порід, то приймаємо таку технологічну схему обробки:

2. Шліфування-полірування плит-заготовок
2.1. Вибір шліфувально-полірувального обладнання
Вписані розміри найбільших плит становлять 1900×1200×30 мм, тому приймаємо шліфувально-полірувальний верстат мостового типу LG-12«Бра», технічна характеристика якого приведена в таблиці.
Технічна характеристика шліфувально-полірувального
верстату LG-12«Бра»:
Максимальні розміри оброблюваних виробів, мм:
– довжина
– ширина 1900
– висота 350
Діаметр інструменту, мм 170
Кількість шпиндельних вузлів, шт. 1
Частота обертання, об/хв. 950
Експлуатаційна продуктивність по граніту, м2/год. 1,2-2,7
Потужність верстата, кВт 69
Розміри верстата, мм 3450×2900×400
Маса, т 15
2.2. Розрахунок продуктивності верстата:
Визначаємо циклову продуктивність:
![]() м2/год
м2/год
де
![]() коефіцієнт
циклової продуктивності (
коефіцієнт
циклової продуктивності (![]() );
);
![]() м2/год.
м2/год.
Визначаємо фактичну продуктивність:
![]() м2/год;
м2/год;
де
![]() коефіцієнт
використання номінального річного
фонду
коефіцієнт
використання номінального річного
фонду
робочого
часу (![]() ).
).
При двозмінній роботі фактична продуктивність становитиме:
![]() м2/год
м2/год