

Разработка операционного процесса обработки детали
Выбор и обоснование технологического оборудования операции с чпу
В данном пункте необходимо подробно описать операционный процесс одной операции маршрута. Операция д.б. с использовании оборудования с ЧПУ (токарного, фрезерного, расточного, фрезерно-сверлильно-расточного, многоцелевого или любого другого), в противном случае (если по заводскому техпроцессу нет операции с ЧПУ) следует тщательно модернизировать весь маршрутный техпроцесс, где возможно внедрить станки с ЧПУ (смотреть п 1.5). Затем, из уже модернизированного техпроцесса выбрать одну операцию с использованием станка с ЧПУ и на эту операцию разработать всю операционную технологию.
В отчёте следует отразить следующее.
1. Полностью обосновать применяемое по данной операции модель оборудование
Некоторые
факторы, влияющие на выбор оборудования:
Серийность
выпуска детали;
Габариты
и масса детали;
Точность
выполняемых размеров (дискретность
приводов станка);
Направления
ведения обработки (с одной стороны,
2-х,
с 4-х);
Количество
используемых на операции инструментов;
Необходимость
использования при обработке круговой,
параболической или другой интерполяции
(учитывают при выборе СЧПУ станка)
Режимы
обработки (скорость перемещения,
мощность приводов) Соответствие
габаритов рабочего пространства
беспрепятственному ведению обработки
(данный фактор окончательно проверяется
после выбора всей технологической
оснастки - приспособления, наладки на
приспособление, комплекта инструмента)
! В обосновании модели станка необходимо оговорить каждый из перечисленных факторов.
Пример
При выборе оборудования необходимо учитывать то, что требуется обработка заготовки со всех сторон, следовательно, станок должен быть горизонтальной компоновки с крестовоповоротным столом. Так как для комплексной обработки заготовки последовательно применяется 8 инструментов, станок должен быть с механизмом автоматической смены инструмента. Таким образом, станок должен быть многоцелевой.
Габариты обрабатываемой заготовки небольшие (118 * 32 * 20 мм), габариты приспособления для установки заготовки будут в пределах 200 + 250 мм. Под эти габариты необходим многоцелевой станок с габаритами стола 250 + 300 мм. Следует также учитывать то, что деталь будет установлена по оси вращения стола, это значит, что требуется учитывать расстояние от торца шпинделя до оси вращения стола, которое может обеспечить станок (например, в станке ИР500МФ4 данное расстояние lzmin = 200 мм, в этом случае некоторые комплекты оснастки не смогут обработать деталь- «не достанут»).
Анализируя технические характеристики и габариты рабочего пространства различных многоцелевых станков, окончательно выбираем станок модели ИР320ПМФ4: габариты стола 320 * 320 мм; lzmin - 35 мм; емкость инструментального магазина - 36 инструментов (такая емкость магазина позволяет использовать станок в мелкосерийном типе производства при частой смене номенклатуры деталей, когда за определенным станком закреплена определенная группа деталей Комплект оснастки магазина может не заменяться при переналадке станка)
2. Дать краткое описание устройства станка, привести общий вид компоновки станка, системы координат станка (СКС), привести таблицы технических характеристик станка и системы ЧПУ.
Общие сведения об устройстве станка. Станок предназначен для высокопроизводительной обработки малогабаритных корпусных деталей сложной конфигурации. В станке предусмотрена автоматическая смена инструмента, он имеет вертикально-подвижную шпиндельную бабку, продольно-подвижный шпиндель, стол с вертикальным расположением рабочей поверхности. Все подвижные узлы станка перемещаются по закаленным направляющим на роликовых плоских опорах качения.
Инструментальный магазин емкостью 36 инструментов расположен на торце стойки, безманипуляторный. Выбор инструментов - в любой последовательности. Деталь обрабатывается на вертикальном столе размерами 320*320 мм с четырех сторон за один установ, смена обрабатываемых деталей происходит автоматически. Автоматическое устройство накопителя столов - спутников на четыре позиции установлено перед станком.
Для охлаждения инструмента предусмотрены восемь отверстий, расположенных в корпусе шпинделя, через которые на инструмент подается смазочно-охлаждающая жидкость. Ее расход достигает 150 л/мин в зависимости от режимов резания. При этом охлаждаются шпиндельный узел и деталь, а также удаляется стружка.
На станке можно производить токарные операции с помощью ускоренного вращения стола. Широкий диапазон частот вращения шпинделя (до 5000 об/мин) и скоростей подач позволяет выбрать наиболее оптимальный режим обработки деталей из различных конструкционных материалов: от легких цветных сплавов до высокопрочных, легированных, вязких и жаропрочных сталей. Станок ИР320ПМФ4 имеет компактную конструкцию, оснащен СЧПУ класса CNC
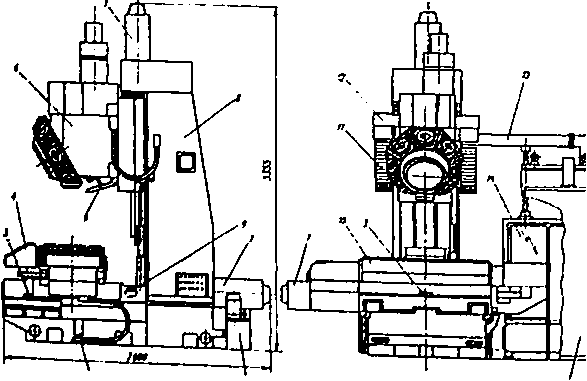
Рисунок .... Общий вид станка модели СФП500А8
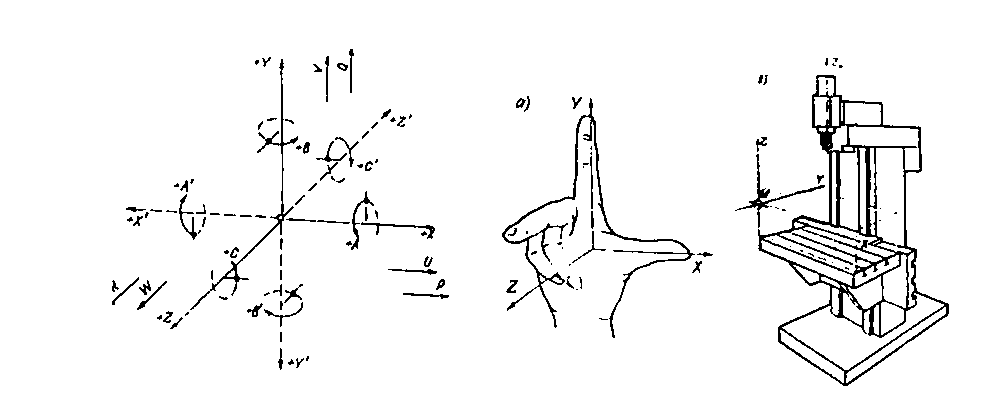
Рисунок...- Стандартная СКС и правило правой руки
Таблица б Технические характеристики станка модели ИР320ПМФ4
Параметр |
Значение |
1 |
2 |
Размеры рабочей поверхности стола, мм Диаметр поворотной части стола, мм Перемещение стола, мм: продольное вертикальное поперечное |
320*320
- - 400 |
Перемещение шпиндельной бабки, мм: продольное вертикальное |
400 360 |
Расстояние от плоскости стола до оси шпинделя, мм: наименьшее наибольшее |
- 400 |
Расстояние от торца шпинделя до середины стола, мм: наименьшее наибольшее |
35 400 |
Конус шпинделя (по ГОСТ 15945-82) Частота вращения, мин1: шпинделя стола |
7:24 №40
13-5000 0,05-200 |
… |
… |
Число управляемых координат |
5 |
Дискретность отсчета по осям X. У. Z, мм |
0,001 |
Ч^г.пп одновременно управляемых координат _ |
3 |
… |
|
Таблица... - Техническая характеристика УЧПУ "Электроника НЦ-31"
Наименование |
Параметр |
1 |
2 |
Количество управляемых координат |
2 |
Наибольшее количество одновременно управляемых координат |
2 |
… |
… |
Дискретность перемещений Продольных Поперечных |
0,001 0,001 |
… |
… |
… |
… |
3. Изобразить подробные эскизы посадочных поверхностей станка (они ешё называются базовые или присоединительные - для приспособления и для инструмента), указать их размеры.
4. Изобразить эскиз габаритов рабочего пространства станка.
Основную
информацию по оборудованию брать из
паспорта станка или из источников: габаритах
рабочего пространства и установочных
базах станков -[3], стр. 488;[1], стр.65; технических
характеристиках оборудования -
[
1], стр.25; [2 т. 2], стр.5.
Если всё же в ходе прохождения преддипломной практики не удалось найти готовый эскиз габаритов рабочего пространства, его изображают, руководствуясь отдельными пунктами технических характеристик станка и знаниями компоновки станка:
Перемещение шпиндельной бабки, ми: продольное вертикальное |
400 360 |
Расстояние от плоскости столе до оси шпинделя, мм: наименьшее наибольшее |
400 |
Расстояние от торца шпинделя до середины стола, мм: наименьшее наибольшее |
35 400 |
и т.д.