

1.4 Инструментальные конусы.
Инструментальные конические соединения применяются в машиностроении для установки металлорежущих инструментов, имеющих конические хвостовики в шпинделе, патроны или бабки обрабатывающих станков. Конические соединения в этом случае обеспечивают хорошее самоцентрирование инструмента (сверла, развертки, зенкеры, цековки, пальцевые фрезы, цанговые патроны и т.п.). При этом сверло, имеющее, например, хвостовик с наименьшим по размеру конусом может быть установлено с помощью набора переходных конусов в шпиндель сверлильного станка, имеющий наибольший внутренний конус.
Фиксация сопряженных конусов и передача крутящего момента происходит за счет сил трения. Силы трения обеспечиваются за счет натяга при сборке путем приложения осевого усилия. Такой тип конусного соединения относится к неподвижным.
Стандартом предусмотрено 7 типоразмеров метрических инструментальных конусов Морзе и 9 типоразмеров укороченных инструментальных конусов Морзе (см. приложение 2). Типоразмеры обозначаются номерами. Цифры номеров метрических конусов обозначают величину базового диаметра в мм. Цифры номеров конусов Морзе условно обозначают величину конуса и напрямую не указывают какого - либо размера конуса. Конусность метрических конусов 1:20 (а=2°5151 или 0,049989 рад). Конусность инструментальных конусов Морзе приблизительно составляет 1:20, точные значения углов при вершине конуса приведены в таблице 1.
Таблица 1.
Обозначение конуса |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
Конусность |
1:19,212= =0,05205 |
1:20,047= =0,4988 |
1:20,020= =0,04995 |
1:19,992= =0,05020 |
1:19,254= -0,05194 |
1:19,002= =0,05263 |
1:19,180= =0,05214 |
Базовый диаметр |
9,045 |
12,065 |
17,780 |
23,825 |
31,267 |
44,399 |
63,348 |
Наибольший диаметр |
9,2 |
12,2 |
18 |
24,1 |
31,6 |
44,7 |
63,8 |
Угол конуса в градусах |
2°58'54" |
2°51'26" |
2°54'41" |
2°52'32" |
2°58'31" |
2°00'53" |
2°59'12" |
Угол конуса в радианах |
0,052039 |
0,049872 |
0,049940 |
0,050185 |
0,051926 |
0,052614 |
0,052126 |
Для инструментальных конусов ( ГОСТ 25557-82) установлено пять степеней точности для угла при вершине конуса : АТ4 , АТ5 ,..., АТ8.
Допуски угла задаются в плюс для наружных конусов и в минус — для внутренних конусов (см. рис. 6).
а) б)
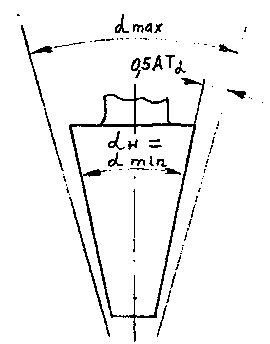
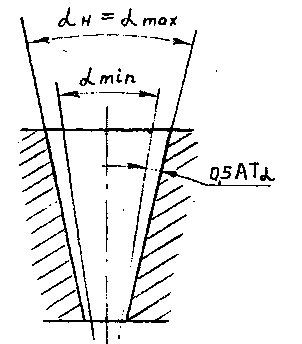
Рис. 6. Схема расположения полей допусков угловых размеров инструментальных конусов :
а — для наружного конуса,
б — для внутреннего конуса.
Это сделано для того , чтобы прилегание сопряженных конусов не происходило по малым диаметрам , т.к. в этом случае передаваемый крутящий момент наименьший ,а возможные перекосы наибольшие.
Величины допусков угловых размеров конусов приведены в приложении 1.
Степень точности указывается в условном обозначении конуса.
Пример условного обозначения:
конуса Морзе № 4 степени точности AT 7 : Морзе 4АТ7 ГОСТ25557-82. конуса Морзе № 3 степени точности AT 8 : Морзе ЗАТ8 ГОСТ25557-82.
метрического конуса 160, степени точности AT 7: Метр Л 60 АТ7 ГОСТ 25557—82.
укороченного конуса В18 степени точности АТ6: Морзе В18 АТ6 ГОСТ 9953—82.