

ОГЛАВЛЕНИЕ
Определение степени точности угла наружного конуса.
Лабораторная работа №3.
1.1. Виды и назначения конических соединений 4
1,2.Погрешности изготовления и допуски конусов 7
1.3. Методы контроля кону сов 8
1.4 Инструментальные конусы 10
1.5. Подготовка измерительного инструмента 12
1.6.Порядок проведения работы 13
1.7.Пример формы отчета 14
1.8.Контрольные вопросы 15
Измерения на микроскопе имц-100х50а.
Лабораторная работа №6
2Л. Введение 16
2.2.Описание устройства микроскопа 17
2.3.Устройство прибора 18
2.4.Назначение и конструкции калибров 20
2,5.Порядок проведения измерительных работ 22
Подготовка прибора к измерениям 22
Измерение диаметров пробок 22 2.6.Пример формы отчета 23 2.7.Контрольные вопросы 25
Библиографический список 26
Приложения 27
1.Определение степени точности угла наружного конуса. Лабораторная работа №3.
1Л Виды и назначение конических соединений.
Коническое соединение образуется наружным конусом, т.е. конусом валом, и внутренним, т.е. конусом-втулкой. Эти соединения по сравнению с цилиндрическими имеют ряд преимуществ и в некоторых случаях являются незаменимыми. Они могут быть подвижными, неподвижными и плотными.
Подвижные конические соединения (рис. 1а) допускают регулирование зазора тем самым обеспечивают высокую точность вращения и меньший шум при переменных нагрузках. Конические подшипники скольжения изготавливают с конусностью С 1:5. Такие соединения применяют в точных механизмах, оно, например, образуется при установке детали в невращающиеся центры станка.
Неподвижные конические соединения, в которых под действием осевой силы образуется натяг и самоцентрирование деталей, применяются для крепления различных инструментов ( сверл, разверток, зенкеров ) в задних бабках токарных станков, в шпинделях сверлильных станков и т.д. (рис. 16). Кроме того, конические неподвижные соединения часто используют на выходных концах редукторов (рис. 1в) для установки муфт, шкивов, звездочек. Там они заменяют цилиндрические прессовые соединения, которые в этих случаях применять нежелательно. Соединения с натягом могут быть эффективными только при малых конусностях С1:10, т.е. чтобы половина угла конуса (/2)была меньше угла трения. Углом трения называется угол между горизонтальной плоскостью и наклонной плоскостью скольжения при достижении которого одна деталь начинает скользить по другой.
Плотные конические соединения (рис. 1г) обеспечивают герметичность т.е. газо-, водо- и маслонепроницаемость. Их применяют в кранах, штуцерах, для посадок клапанов в седла. Для герметичных соединений наиболее важно полное прилегание конических поверхностей, поэтому для ответственных соединений применяют взаимную притирку. Конусность таких соединений С1:8.
Кроме того конусы часто используют в регулировочных устройствах, например, в карбюраторах двигателей внутреннего сгорания для изменения объемной подачи топлива или воздуха.
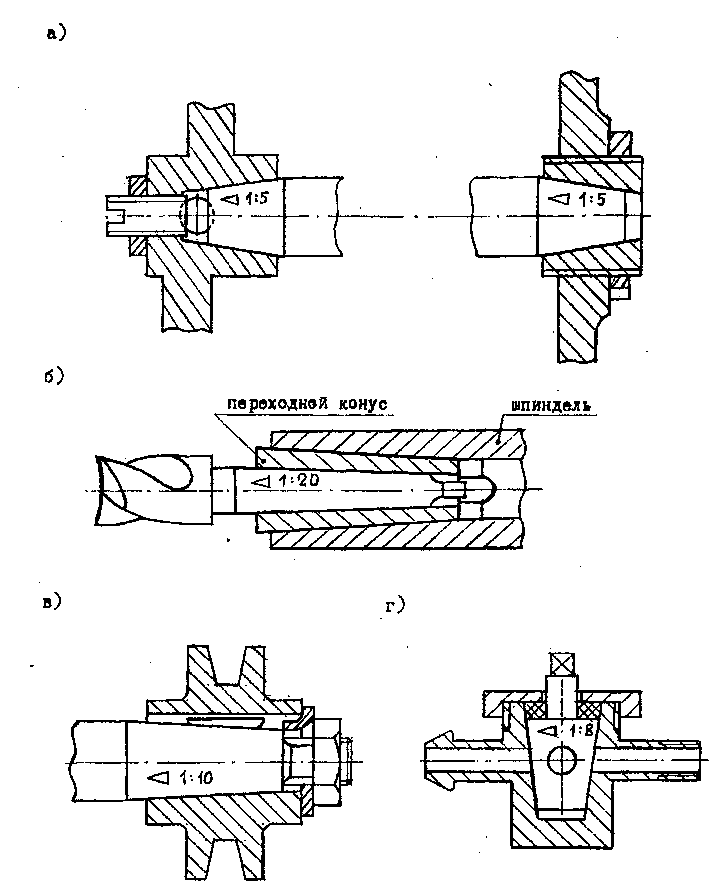
Рис. I. Виды конических соединений:
а — подвижное; б,в — неподвижное; г — герметичное.
а) б)
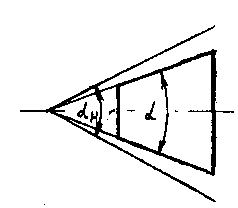
Н — номинальный угол DН — номинальный диаметр
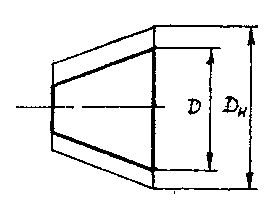
— действительный угол D — действительный диаметр
в) г)
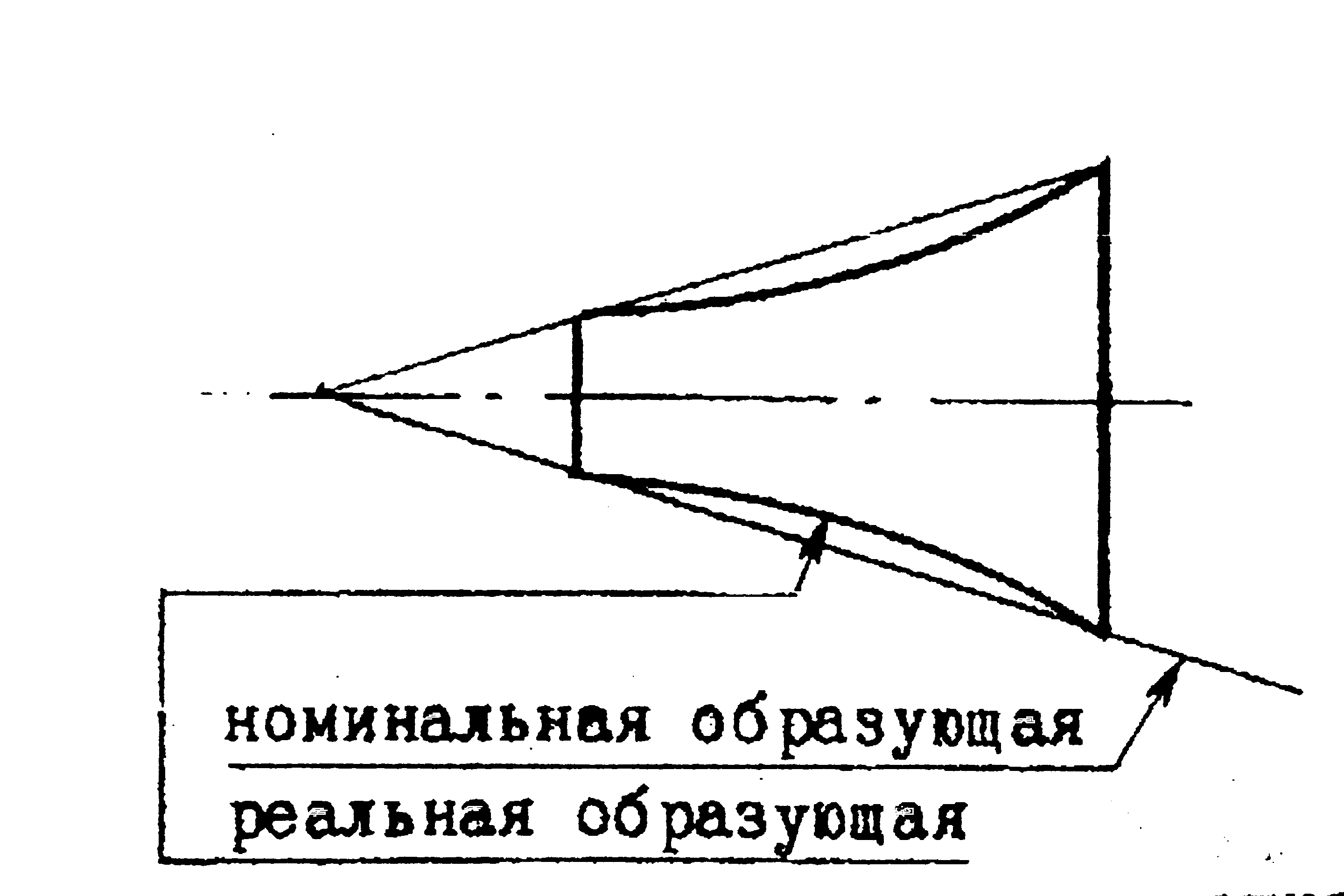
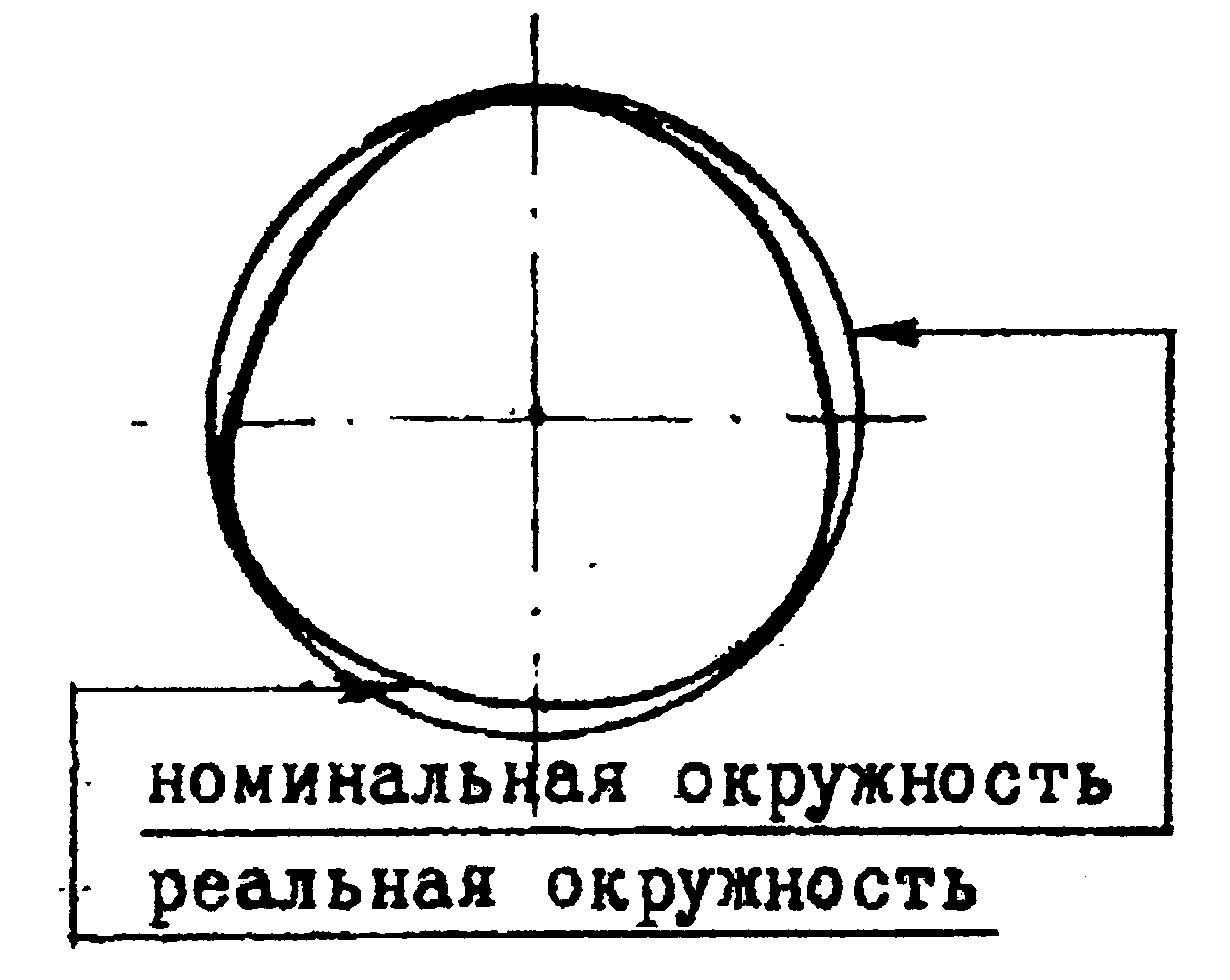
Рис. 2 Погрешности изготовления конусов.
а — погрешность угла;
б — погрешность диаметра;
в — погрешность прямолинейности образующих;
г — погрешность круглости.
а) б)
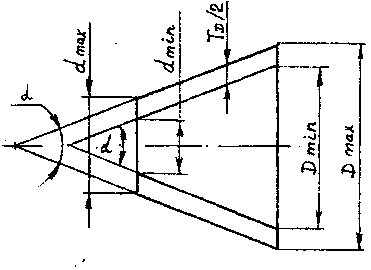
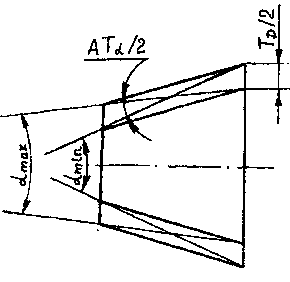
Рис. 3 Способы нормирования допусков конусов.
а — задание постоянного допуска на диаметр в любом сечении;
б — задание допуска на диаметр в одном из сечений конуса с дополнительным заданием допуска на угол конуса.