

Напівбезперервний спосіб фарбування
Мета: вивчити напівбезперервний спосіб фарбування; безперервні способи фарбування; основні терміни.
План:
Напівбезперервний спосіб фарбування.
Безперервні способи фарбування.
Напівбезперервний спосіб фарбування сполучає елементи періодичного і безперервного способів. Суть його заключається в обробці тканини безперервним способом розчином барвника, змотуванні забарвленої тканини в рулон і витримуванні її в рулоні при відповідній температурі для завершення дифузії і фіксації барвника, іноді протягом 4-6 та більше годин. Потім проводять промивання тканини на апараті безперервної чи періодичної дії.
Безперервними називають такі способи фарбування, при яких забарвлюваний матеріал безперервним потоком проходить через фарбувальну ванну, знаходячись в розчині барвника дуже обмежений час.
При практичному здійсненні безперервних процесів фарбування стадії нанесення фарбувального розчину на текстильний матеріал і фіксацію барвника в волокні найчастіше розділяють. На першій стадії текстильний матеріал просочують протягом 1—3 с. концентрованим розчином барвника при максимально високій температурі.
Короткочасність процесу просочування і малий модуль ванни обумовлюють необхідність підвищення концентрації барвників і хімічних матеріалів у робочих ваннах і використання різних додаткових засобів для інтенсифікації процесу (запарювання, термообробка, застосування ТДР та ін.).
Для фіксації барвника в волокні текстильний матеріал після просочування фарбувальним розчином і віджимання піддають короткочасній (30—90 с.) але дуже інтенсивній тепловій обробці, яку здійснюють такими методами: 1) насиченою водяною парою при ≈ 100 °С; 2) перегрітою водяною парою при ≈ 150—180 °С; 3) гарячим повітрям при ≈ 180—220 °С; 4) сумішшю парів води і органічних розчинників при 100 °С; 5) ІЧ-променями або з використанням інших видів високих енергій.
Таким чином, єдиний цикл фізико-хімічних явищ, які обумовлюють доставку в волокно молекул барвника і фіксацію їх активними групами волокноутворюючого полімеру, при фарбуванні за безперервними схемами порушується. На стадії просочування волокнистого матеріалу в основному відбувається примусове переміщення молекул або іонів барвника із ванни в розчин, який заповнює міжволоконний простір і лише в дуже незначному ступені починається призупинена адсорбцією дифузія барвника в субмікроскопічних порах волокна. В основному дифузійні процеси і фіксація барвника в волокні відбуваються на стадії теплової обробки після просочування і віджимання текстильного матеріалу. Незафіксований у процесі теплової обробки барвник видаляють із забарвленого матеріалу при його подальшому промиванні.
Безперервне фарбування запарним способом здійснюють на фарбувальних лініях (рис. 2.5). Фіксація барвника в волокні відбувається в середовищі насиченої пари. Якщо фарбування проводять за схемою термічної фіксації барвника волокном, то замість запарної камери в поточну лінію включають сушильну камеру і камеру термічної обробки або опромінення ІЧ-променями. При фіксації барвників у суміші парів органічних розчинників і води використовують герметизовану запарну камеру, заповнену цими парами.
У безперервних процесах всі операції, що входять у технологічний цикл обробки, здійснюються послідовно.
Для одержання рівномірного забарвлення всієї партії тканини ванни під час роботи повинні безперервно поповнюватися свіжим розчином барвника, щоб концентрація його протягом усього часу фарбування залишалася постійною.
До переваг способу варто віднести: 1) короткочасний вплив робочого розчину на тканину; 2) високу швидкість обробки; 3) малий модуль ванни; 4) можливість обробки великих партій тканини в тому самому технологічному режимі; 5) постійне підживленя ванни свіжим розчином і забезпечення заданої концентрації речовини в робочій ванні протягом усього процесу обробки.
Безперервні способи фарбування забезпечують досягнення високої продуктивності праці й устаткування, а також раціональну побудову технологічного процесу й одержання результатів фарбування більш високої якості.
Безперервні способи фарбування тканин можуть бути одно-, дво- і тристадійними. Ефективність фарбування безперервним способом визначається дією температури, тиску, концентрації хімічних матеріалів і ТДР у розчині й ін. Ступінь використання складових фарбувальної ванни, ступінь фіксації їх волокнистим матеріалом при фарбуванні безперервним способом за умови сталості зазначених вище параметрів залежать від ряду факторів: 1) взаємодії волокнистого матеріалу з реактивами, тобто вибіркового їх поглинання (сорбції), включаючи протікання хімічних реакцій; 2) вмісту хімічних матеріалів у розчині, що залишається на тканині після віджимання; 3) стійкості реактивів у робочих розчинах.
Недоліком безперервного способу фарбування є більш високі витрати барвника, ніж при періодичному способі, тому що після віджимання разом із тканиною з ванни виноситься розчин з відносно високим умістом барвника, а також труднощі одержання глибоких темних відтінків.
Застосування безперервно діючих ванн висуває особливі вимоги до їх підживлення в процесі роботи, при цьому необхідно підтримувати сталість складу робочої ванни, чим досягається сталість режиму обробки протягом тривалого часу. При неправильному підживленні неминуче відбувається постійна зміна складу робочої ванни, що приводить до зміни відтінку й інтенсивності фарбування.
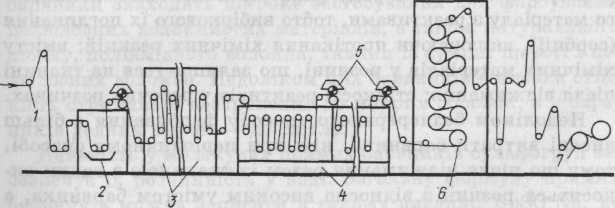
Рис. 2.5. Схема фарбувальної лінії:
1 — заправочний пристрій; 2 — просочувальна ванна;
3 — запарна камера; 4 — промивні ванни; 5 — віджимні вали;
6 — висушувальна камера; 7 — накатний пристрій