

3.1 Планирование поточной линии (пл.)
Расположение станков должно соответствовать требованиям прямоточности производства, максимальной экономии пространства и обеспечения технической безопасности. Маршрут движения технологических операций должен быть показан стрелкой, при этом необходимо пронумеровать станки и выполняемые технологические операции. На плане необходимо показать РМ контролеров и мастера. Условно обозначить рабочих, последовательно совмещающих технологические операции путем нанесения пунктирных стрелок-переходов. При длине ПЛ намного превышающей длину участка в целях лучшего использования производственных площадей целесообразно, использовать зигзагообразную, П-образную и S-образную, Г-образную и круговую форму ПЛ. При расположении РМ следует руководствоваться нормами, обеспечивающими безопасные условия труда.
Таблица
Нормы по размещению станков
Описание |
Усл. |
Тип станка |
||
|
обозначения |
М |
С |
К |
1. Расстояние между станками вдоль |
а |
700 |
900 |
1500 |
линии их расположения (по фронту) 2. Расстояние между станками вдоль |
б |
700 |
800 |
1200 |
линии(в глубину) |
|
|
|
|
3. Расстояние между боковой стороной |
в |
700 |
800 |
900 |
станка и стеной. |
|
|
|
|
4. Расстояние между передней (задней) |
г |
300 |
1500 |
2000 |
стороной станка и стеной. |
|
|
|
|
Ширина проходов принимается равной 2000 мм.
Итак, для обработки детали БТА-11 необходимо 8 рабочих мест/станков, 9 рабочих мест вспомогательных рабочих, и производственная площадь в размере 150 м . Для обработки детали БТА-12 необходимо 9 рабочих мест/станков, 9 рабочих мест вспомогательных рабочих, и производственная площадь в размере 170м.
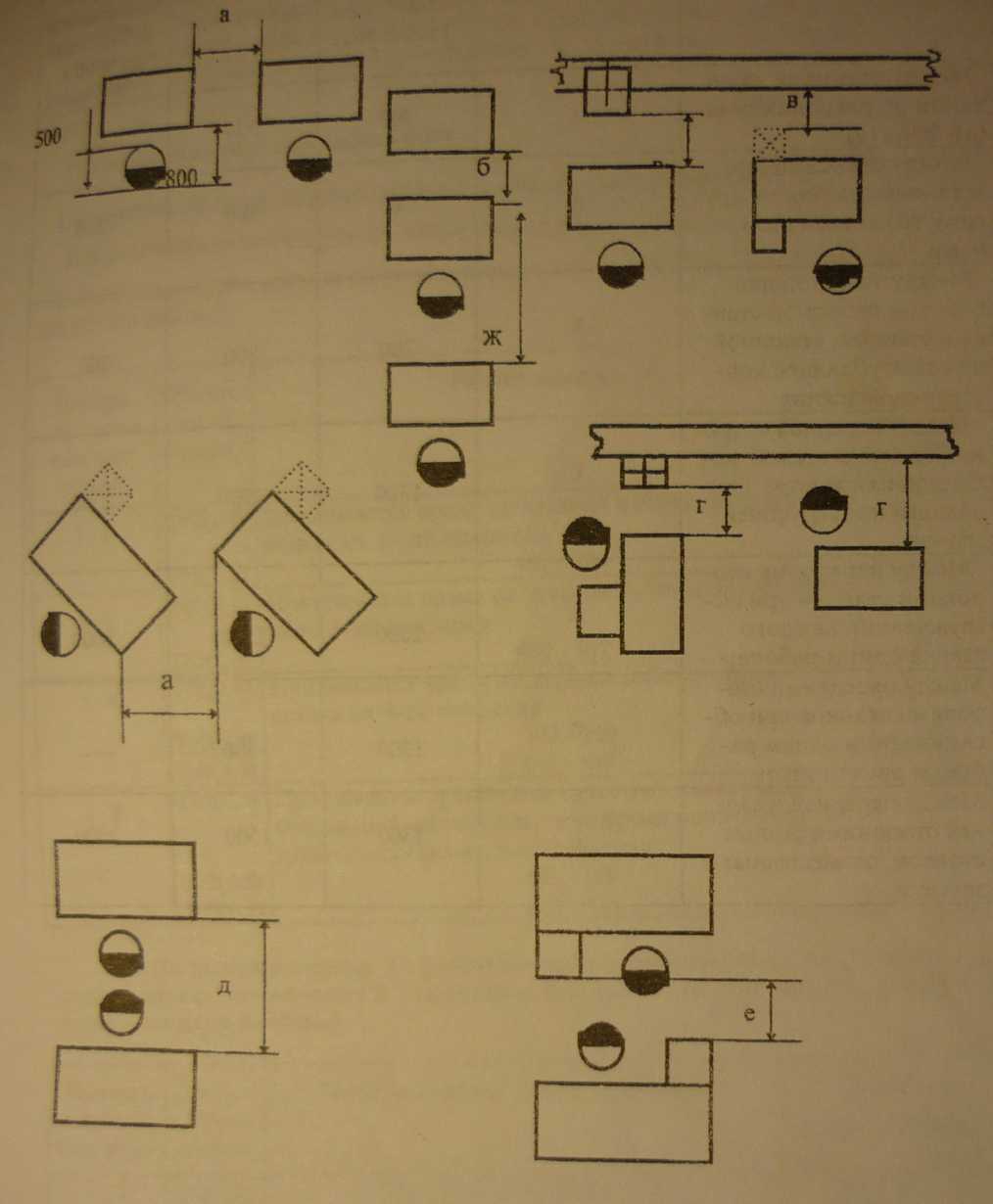
Примерные схемы расположения оборудования и связи с элементами конструкции здания.
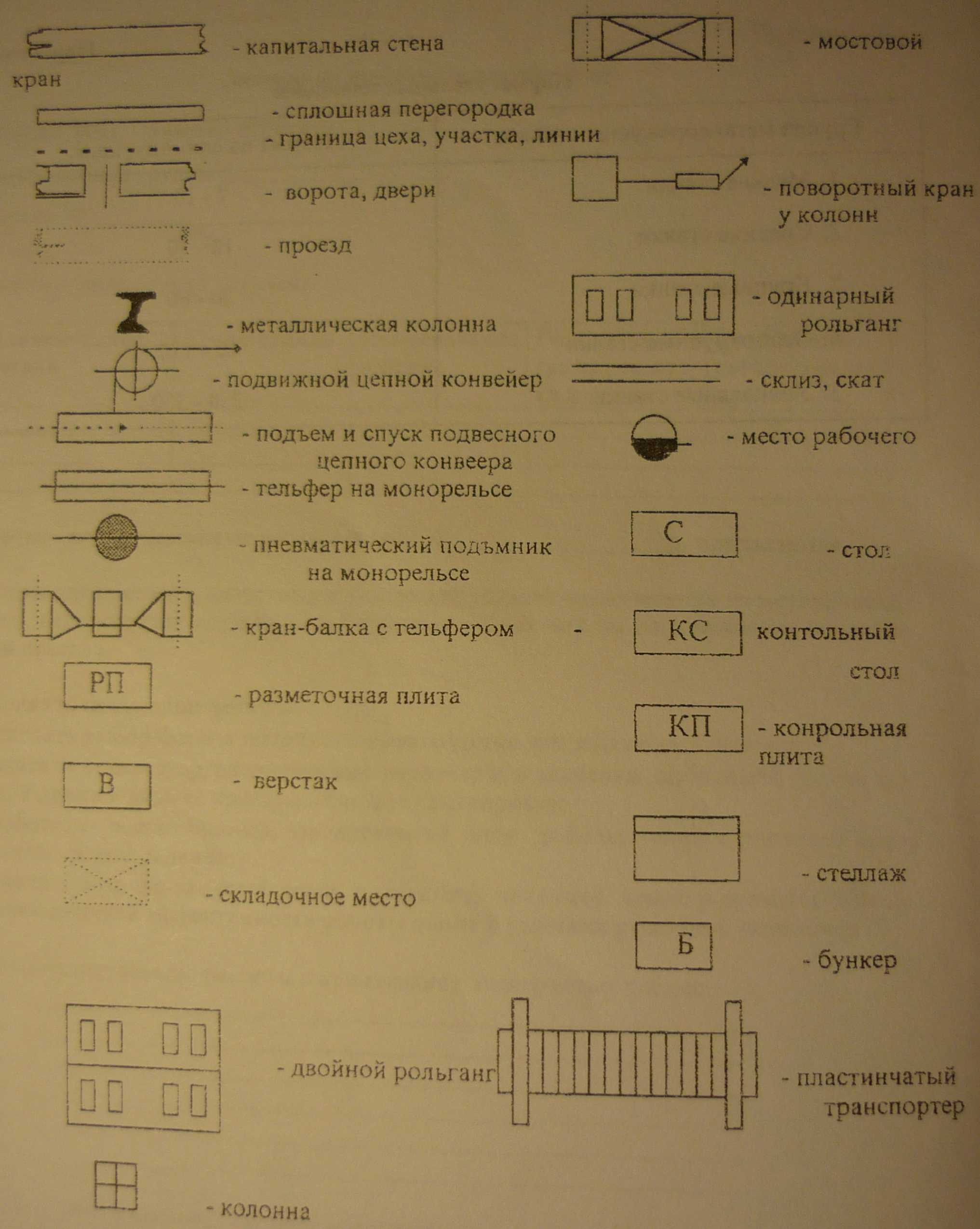
Условные обозначения , используемые при планировке линии (участка).
4. Экономическое обоснование организации эксплуатации поточной линии и оценка коммерческой эффективности.
4.1 Расчет капитальных вложений.
Капитальные вложения в оборудование:
Капитальные вложения в оборудование определяются как сумма вложений по видам оборудования.
![]() ,
где:
,
где:
![]() - капитальные
вложения в технологическое оборудование
= 165000000
р.;
- капитальные
вложения в технологическое оборудование
= 165000000
р.;
![]() - капитальные
вложения в энергетическое оборудование
= о,5*Кот;
- капитальные
вложения в энергетическое оборудование
= о,5*Кот;
![]() - капитальные
вложения в подъемно-транспортное
оборудование = 0,15*Кот;
- капитальные
вложения в подъемно-транспортное
оборудование = 0,15*Кот;
![]() - капитальные
вложения в средства контроля и управления
= 0,15*Кот.
- капитальные
вложения в средства контроля и управления
= 0,15*Кот.
Ко = 297000000 р.
![]() ,
где:
,
где:
Котd – количество однотипного оборудования типа d;
Sd – стоимость оборудования типа d;
H – количество оборудования.
Капитальные вложения в здания:
![]() ,
где:
,
где:
h - количество типоразмеров оборудования, применяемого при выполнении j-ой операции;
Ko - количество операций технологического процесса;
Sodj – площадь, занимаемая оборудованием d-го вида на j -ой операции технологического процесса;
hj – высота помещения цеха, в котором выполняется j-ая операция;
Цздj – стоимость 1 кв. м. производственного здания.
Кзд = 105136800 р.
Капитальные вложения в запасы материалов:
![]() ,
где:
,
где:
м – число видов материалов, применяемых при изготовлении деталей;
Цмi – цена материала i-го вида, руб./кг. = 30;
Gi – норма расхода материала i-го вида, кг./год;
Dзтi – норма текущего запаса материала i-го вида, дни = 25;
Dзсi – норма страхового запаса материала i-го вида, дни = 10;
360 - число дней в году принимаемое к расчету;
Ктзр – коэффициент транспортно-заготовительных расходов = 0,2.
Gi = G0i*ГПВi, где:
G0i - черный вес заготовки
ГПВi - годовая программа выпуска i-ой детали
G1 = 44800 кг./г.
G2 = 24570 кг./г.
Км = 40465,833 р.
Капитальные вложения в запасы готовой продукции:
![]() ,
где:
,
где:
Noi размер отгрузочной партии деталей, шт.;
Nстi страховой запас готовой продукции, шт.
Для целей настоящего расчета Noi принимается в размере 1-5 кратном партии запуска деталей а производство; Nстi - в размере суточного выпуска детали.
No1 = 2800 шт.
No2 = 1400 шт.
Nст1 = 59 шт.
Ncт2 = 30 шт.
Кгп = 83670717,23 р.