

1.6. Измерение величины износа типовых поверхностей деталей
Количественная и качественная оценка изменений размеров и геометрических форм рабочих поверхностей деталей осуществляется в процессе дефектации. Измерение рабочих поверхностей деталей производится универсальным инструментом (микрометром, индикаторным нутромером, штангенинструментом и т. п.), предельными (браковочными) калибрами и специальными измерительными приборами.
Технология измерения рабочих поверхностей при дефектации обычная. Для выявления отклонения от правильной геометрической формы цилиндрических поверхностей их измеряют в двух-трех сечениях по длине и в каждом сечении в двух-трех направлениях. При этом улавливают место с наибольшим износом. Такая методика измерений позволяет определить овальность, конусность и т. п.
Браковочный калибр представляет собой стандартную непроходимую скобу или пробку. Изношенная поверхность измеряется двумя калибрами: предельно допустимым и предельным. Вначале пользуются первым калибром, оценивая возможность использования детали без ремонта. Затем, если величина износа выше предельно допустимой и первый калибр проходит, используют второй калибр, оценивая возможность восстановления детали. Если этот калибр не проходит, то деталь можно подвергать ремонту.
При дефектации сложных деталей часто используются специальные приемы измерений, а также специализированные измерительные приборы.
Оценка степени износа зубьев шестерен производится двумя методами: замером непосредственно толщины зуба и измерением нормали нескольких зубьев.
Замер толщины зуба по делительной окружности штангензубомером позволяет определить толщину зуба на определенной высоте.
При капитальном ремонте используется метод замера нормалей нескольких зубьев с помощью обычных штангенциркулей или же калибровочных скоб. Этот метод основан на следующем свойстве зубчаты колес. При работе шестерен контакт зубьев для передачи усилий происходит в основном по делительной окружности. Поэтому в этой области поверхности зуба происходит наибольший износ.
В любом зубчатом цилиндрическом колесе нормаль, проведенная к поверхности зуба в контактной точке (область делительной окружности), является нормалью другого зуба. Количество зубьев, охватываемых нормалью, зависит от модуля и диаметра шестерни. Рабочие поверхности двух зубьев, имеющих общую нормаль, в области делительной окружности на некоторой дуге близки к окружности с диаметром, равным этой нормали. Поэтому износ зубьев можно измерять без фиксации высоты с помощью обычных штангенциркулей. Но при этом необходимо измерять нормаль к определенному количеству зубьев. Это количество, так же как и предельно допустимый размер нормали, оговаривается в карте дефектации. Часто вместо штангенциркуля используется шаговая скоба.
Детали топливной и гидравлической аппаратуры подбираются в сопряжении с высокой степенью плотности. Поэтому при дефектации часто не измеряются размеры каждой поверхности, а контролируется плотность сопряжении. Для измерения плотности используется как гидравлический, так и пневматический принципы измерения. Наиболее перспективен последний.
Пневматические длиномеры используются не только для измерения плотности, но и для контроля линейных размеров и рабочих поверхностей деталей, изготовляемых с высокой точностью.
На рис. 11 представлена схема пневматического прибора завода "Калибр".
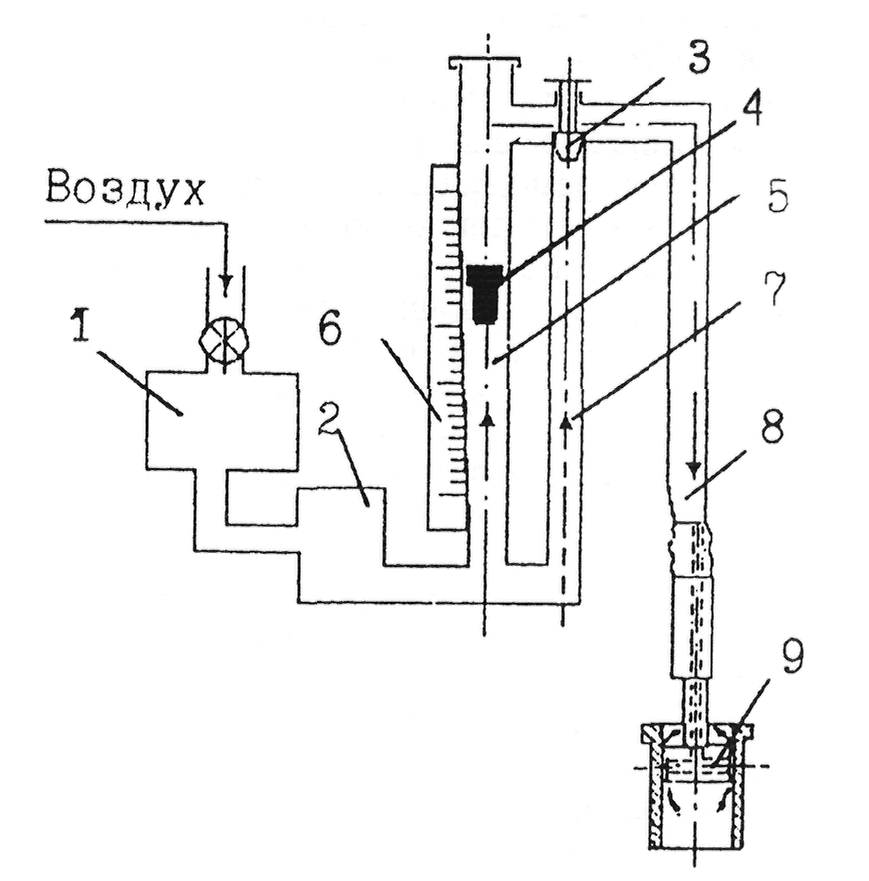
Рис.
11. Схема пневматического измерительного
прибора:
1
- влагомаслоотделитель; 2
- стабилизатор
давления;
3
- регулировочный
кран; 4 -
поплавок; 5 -
конусная трубка;
6
- шкала; 7 -
рубка; 8 - шланг;
9 - калибр
Принцип его работы заключается в изменении расхода воздуха в зависимости от величины зазора контролируемого сопряжения или между измеряемой деталью и калибром 9. Применение пневматического измерительного прибора значительно сокращает время на дефектацию бракованных деталей двигателя.