

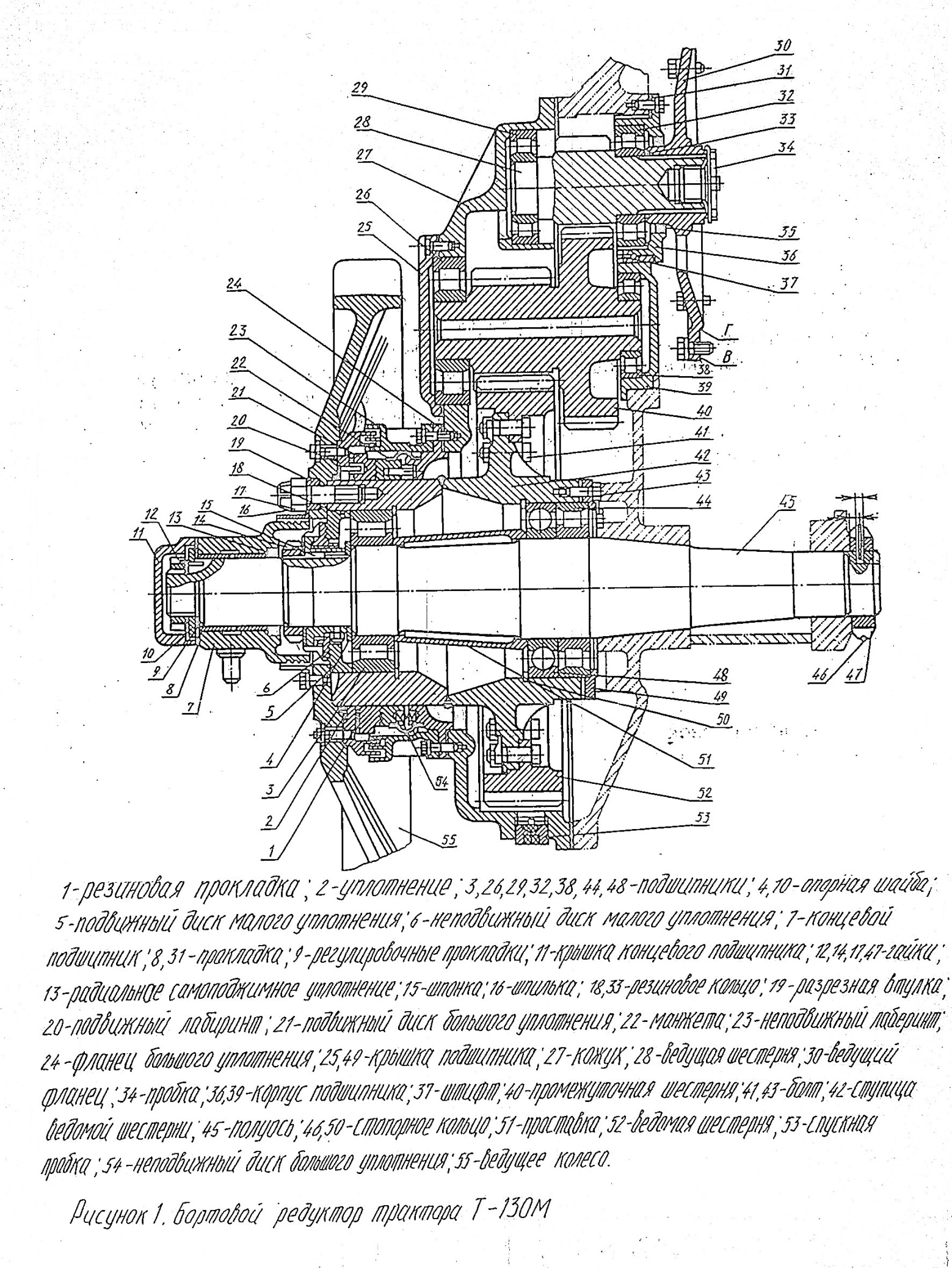
1.2 Чертеж сборочной единицы.
1.3 Определение трудоемкости ремонта.
Годовая производственная программа проектируемого участка определяется по формуле:
 (1)
(1)
где t – удельная трудоемкость ремонта агрегата, чел∙ч.
NГ – годовая программа, комплектов.
В соответствии со «Сборником типовых норм и расценок на ремонт строительных машин и механизмов. Выпуск 2». Удельная трудоемкость ремонта бортовых редукторов 8,44 чел∙ч.
Годовую трудоемкость ремонтных работ распределяем по видам ремонтных работ (по отделениям) используя опыт ремонтных предприятий и справочную литературу.
 чел∙ч.
чел∙ч.
Таблица 2. Распределение трудоемкости по видам ремонтных работ
-
Наименование отделения
Трудоемкость
Кол-во производственных
рабочих
%
чел∙ч
Разборочное
15
3798
2
Моечное
4
1012,8
1
Дефектовочное
4
1012,8
1
Слесарно-механическое
21
5317,2
3
Сварочно-наплавочное
18
4557,6
3
Термическое
8
2025,6
1
Комплектовочное
4
1012,8
1
Сборочное
18
4557,6
3
Испытательное
4
1012,8
1
Малярное
4
1012,8
1
итого:
100
25320
17
1.4 Состав участка отделения с кратким описанием назначения.
В проектируемом участке, соответственно видам ремонтных работ, предусматриваем следующие отделения: разборочное, моечное, дефектовочное, слесарно-механическое, сварочно-наплавочное, термическое, комплектовочное, сборочное, испытательное и малярное.
Разборочное отделение предназначено для разборки агрегатов на детали. Разборку производят на универсальных или специальных стендах в последовательности заданной в технологических картах с использованием слесарного инструмента, гайковертов и грузоподъемного оборудования.
В моечном отделении удаляются все виды загрязнений и нагара с поверхности деталей, а также
осуществляется их обезжиривание. Мойку деталей производят в моечных машинах моющими средствами. Может применяться ультразвуковая очистка деталей и очистка косточковой крошкой.
Дефектовочное отделение предназначено для контроля и сортировки деталей с применением измерительных приборов и инструментов. При дефектовке детали разделяют на три группы: годные к дальнейшей эксплуатации, пригодные для ремонта и восстановления и негодные.
В слесарно-механическом отделении производится станочная и слесарная обработка деталей, а также изготовление деталей взамен выбракованных.
Сварочно-наплавочное отделение предназначено для наплавки изношенных деталей, заварки трещин, сварки поврежденных конструкций, заготовки деталей путем газовой резки.
В термическом отделении выполняются закалка, отпуск, нормализация, отжиг, цементация, и другие работы по ремонту и изготовлению деталей.
В комплектовочном отделении по спецификациям детали комплектуют в узлы и агрегаты. Здесь же для облегчения сборки может производиться подбор деталей и их подгонка.
В сборочном отделении скомплектованные детали собирают в узлы и агрегаты.
В испытательном отделении производится обкатка и испытание собранных агрегатов в соответствии с техническими условиями.
В малярном отделении производится окраска агрегатов, как правило, перед их окончательной сдачей заказчику.