

Раздел 5. Оборудование и технология механической обработки
Раздел 5. Оборудование и технология механической обработки
Подавляющее большинство деталей машин приобретают окончательную форму и размеры только после механической обработки резанием. Заготовка отличается от детали тем, что в тех местах детали, где при получении ее литьем, обработкой давлением, сваркой невозможно обеспечить необходимую точность размеров и качество поверхности специально оставляется слой металла называемый припуском. Процесс снятия припуска режущим инструментом с целью получения деталей заданной формы, размеров и точности называется резанием. Слой металла, удаляемый в процессе резания с заготовки, подвергается пластическому деформированию и разрушению. В результате этого материал припуска, отделенный от обрабатываемой заготовки, приобретает характерную форму и называется стружкой.
Обработка конструкционных материалов резанием на металлорежущих станках – весьма распространенный технологический процесс. На большинстве машиностроительных предприятий трудоемкость обработки резанием составляет 45 – 60 % от общей трудоемкости изготовления машин. В связи с этим актуальнейшей народнохозяйственной задачей являются: с одной стороны уменьшение объема обработки резанием, с другой – совершенствование технологии резания металлов. Обработка резанием осуществляется с использованием различных металлорежущих станков. По виду выполняемых работ они подразделяются на токарные, фрезерные, сверлильные, расточные и т. д.
5.1. Методы обработки металлов резанием
Методы обработки металлов резанием различаются между собой конструкцией используемого режущего инструмента и характером относительных движений, совершаемых инструментом и обрабатываемой заготовкой.
Заготовку и инструмент закрепляют в рабочих органах металлорежущих станков. Кинематика станков основана на использовании механизмов, сообщающих исполнительным органам только два простейших движения – вращательное и поступательное. Сочетания и количественные соотношения этих двух движений определяют все известные виды обработки резанием. Комплекс всех движений, сообщаемых заготовке и инструменту, можно разделить на основные и вспомогательные. К основным относят движения процесса резания, а к вспомогательным – движения необходимые для подготовки и завершения обработки резанием.
Основных движений два: n – движение резания (главное движение) и s – движение подачи.
Движение резания (главное движение) – это движение, определяющее скорость деформирования материала и отделение стружки.
Движение подачи – движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки.
Характер выполняемых работ, вид режущего инструмента и сочетание основных движений определяют метод обработки резанием: точение, сверление, фрезерование, строгание, шлифование, протягивание и т. д.
При точении (рис. 5.4) движение резания (вращательное) сообщается заготовке, а движение подачи (поступательное) – инструменту.
Рис. 5.4. Схема
точения: 1 – заготовка; 2 – инструмент
При сверлении (рис. 5.5) на сверлильных станках как движение резания (вращательное), так и движение подачи (поступательное) обычно сообщаются инструменту.
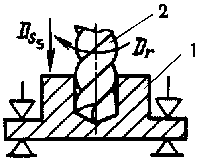
Рис. 5.5. Схема
сверления.
1 – заготовка; 2 –
инструмент
При фрезеровании движение резания (вращательное) сообщается инструменту, а движение подачи (поступательное) заготовке (рис. 5.6).
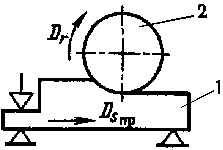
Рис. 5.6. Схема
фрезерования:
1 – заготовка; 2-
инструмент.