

Глава 14
МАГНИТНО-ИМПУЛЬСНАЯ ОБРАБОТКА
Магнитно-импульсной (МИО) называют разновидность ЭФХКО, основанную на использовании импульсных магнитных полей большой силы для деформирования токопроводящих материалов. В проводящем обрабатываемом материале внешнее импульсное магнитное поле индуктирует соответствующий импульс тока, электромагнитное поле которого встречно взаимодействует с внешним магнитным полем. В результате этого создаются значительные механические усилия, используемые, в частности, для деформирования пластических материалов.
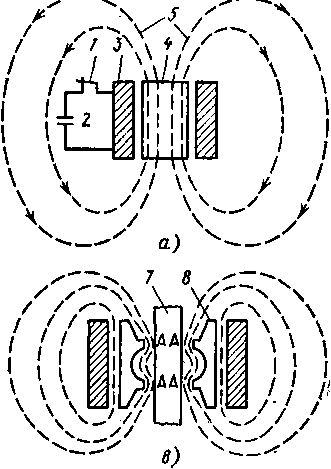
а, б — разрез цилиндрического токо* несущего витка, окружающего изолятор и проводник; в — применение преобразователей поля для концентрации магнитной энергии и давления на двух поясах цилиндрической заготовки
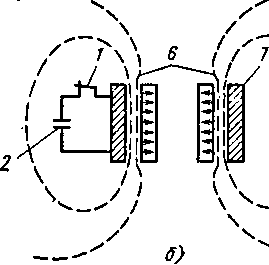
На рис. 1, а, б показано распределение магнитного потока в рабочем витке при электромагнитном формовании. При пропускании через виток (индуктор) 3 импульса тока большой силы в момент замыкания ключа 1У разряжающего конденсатор 2 через виток, вокруг последнего возникает импульсное магнитное поле, силовые линии которого 5 взаимодействуют с любым объектом, помещаемым в это поле. Если объект (заготовка) изготовлен из диэлектрического материала 4, то силовые линии проходят через него без каких-либо явных взаимодействий. Энергия поля возвращается в конденсатор, частично превращаясь в тепло.
Если объект изготовлен из токопроводящего материала, то на поверхности последнего наводятся (индуктируются) вихревые токи 6, концентрирующие магнитное поле в пространстве между индуктором и поверхностью объекта. При отсутствии уравновешивающего давления изнутри объекта энергия этого поля уходит на механическое деформирование. Если необходимо осуществить местное деформирование, то поле перераспределяют, вводя в пространство между индуктором и заготовкой металлические концентраторы 8 (преобразователи поля), создающие в заготовке 7 участки (А) высокого давления (рис. 1, в). Давление (в МПа), развиваемое на поверхности деформируемой заготовки,

где В — максимальное значение индукции, Гс.
Скорость деформации заготовки

где р — плотность материала заготовки, г/см3
1
2
3