

Рис. 8. Электрогидравлическая дробилка:
1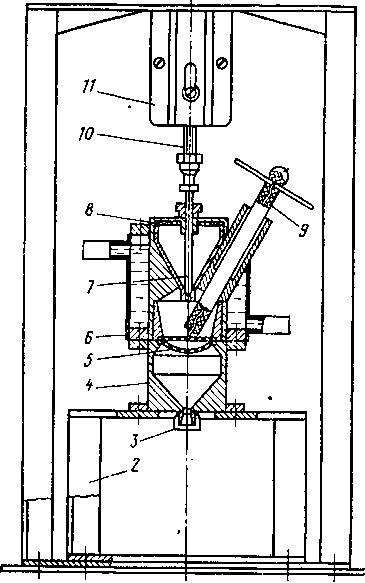 — электрод;
2
сборник; 3 — выходной штуцер;
4
— нижний конус;
5
— сетчатое дно;
6 —
крепление;
7 —
регулирующий стержень; 8
—
уплотнение;
9 —
гайка;
10 — винт;
11 — регулятор
— электрод;
2
сборник; 3 — выходной штуцер;
4
— нижний конус;
5
— сетчатое дно;
6 —
крепление;
7 —
регулирующий стержень; 8
—
уплотнение;
9 —
гайка;
10 — винт;
11 — регулятор
Электрогидравлические дробилки обладают высокой производительностью. Так, например, двухэлектродная дробилка для горного хрусталя измельчает в час 250 кг материала (от кусков размером 200 мм до зерен мельче 1,2 мм) при следующих параметрах: установленная мощность генератора импульсных токов (Гит) 18 кВА; напряжение 50 кВ; рабочая емкость 0,2 мкФ; энергия импульса 250 Дж; частота следования импульсов 34 Гц (17 Гц на каждый электрод); рабочий искровой промежуток 2,2 см; расход воды 1— 1,5 м3/ч.
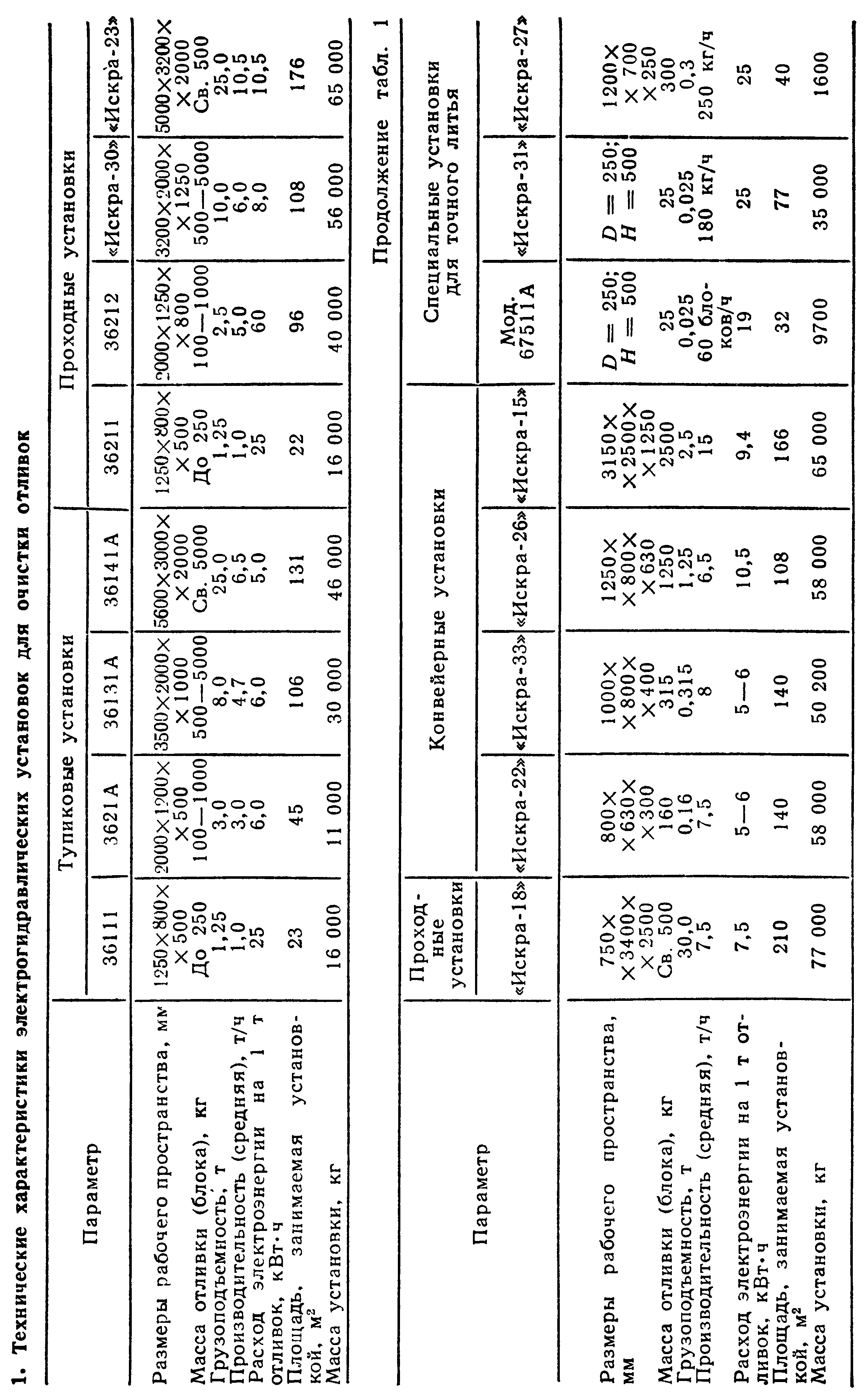
Диспергирование хрупкого литейного пригара на отливках производится аналогично дроблению. Технические характеристики установок, применяемых для этой цели, приведены в табл. 1.
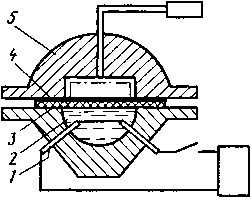
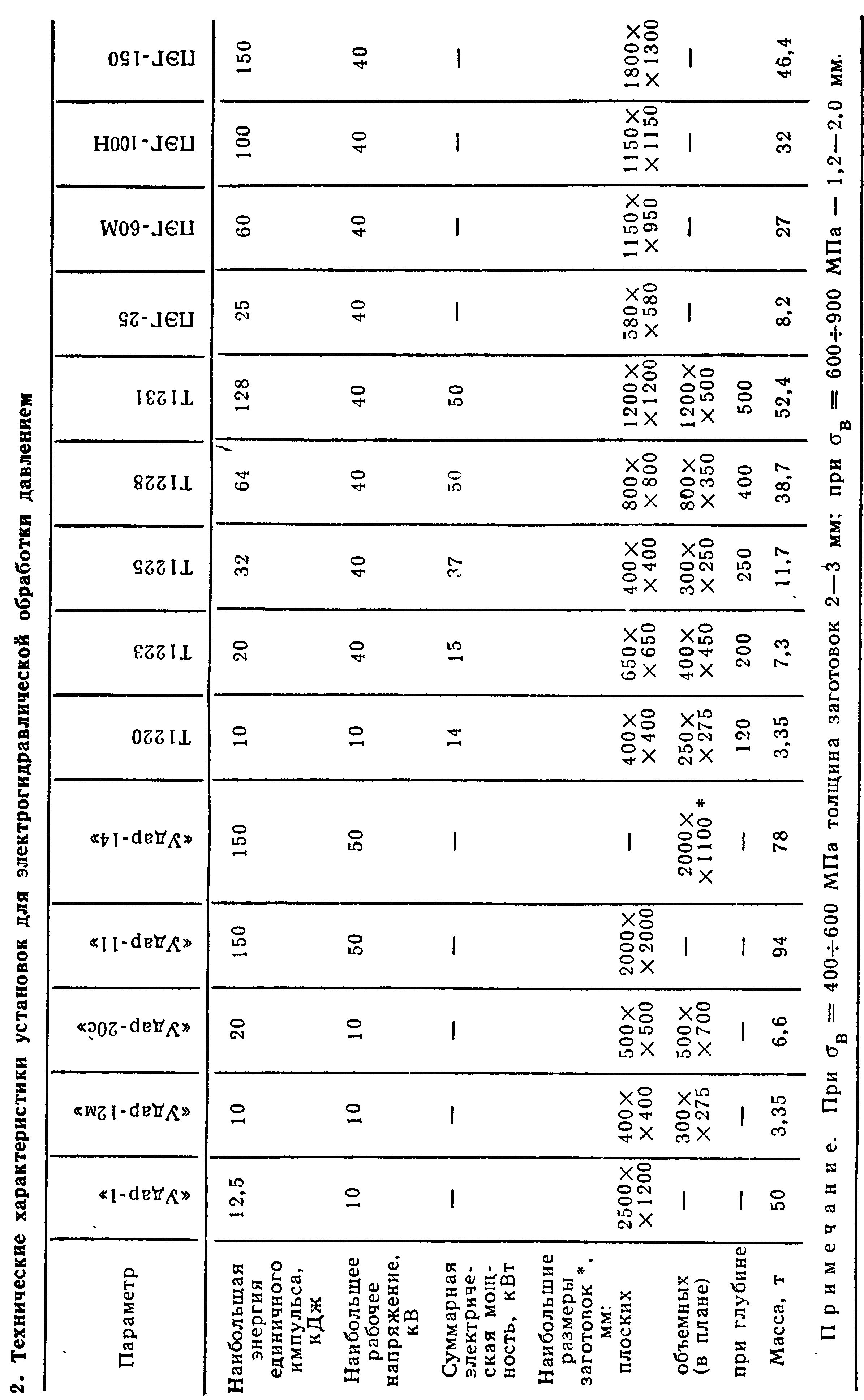
Деформационную обработку пластических материалов (штампование, выдавливание, вытяжку и другую обработку листовых материалов) производят по различным схемам, например по показанным на рис. 9, а, б. Давление, возникающее в камере 2 (рис. 9, а), при прохождении импульсного разряда между электродами 1 передается через резиновую диафрагму 3 листовой заготовке 4, зажатой по краям прижимом 5, и вдавливает заготовку в матрицу 6, придавая ей требуемую форму. В табл. 2 приведены технические характеристики установок, используемых для таких операций.
На рис. 9, б показана схема изготовления сферической детали из конической заготовки 11.
П
 ри
возникновении импульсного разряда
между электродами 6 и 10, помещенными в
воду, налитую внутрь конической заготовки,
последняя.
ри
возникновении импульсного разряда
между электродами 6 и 10, помещенными в
воду, налитую внутрь конической заготовки,
последняя.
Рис. 9. Схемы обработки давлением с использованием электрогидравлического эффекта:
а — формование заготовки в матрице; б — изготовление сферической детали из конической заготовки
Р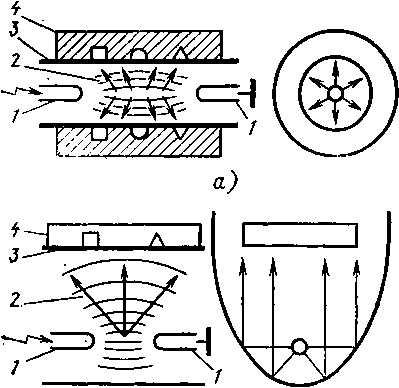 ис.
10. Схемы формования с использованием
электрогидравлического эффекта: а
— получение гофров.на трубчатой
заготовке; б — штамповка плоской
заготовки; 1 — рас* положение электродов;
2
— распространение ударной волны; 3
— заготовка;
4—
матрица
ис.
10. Схемы формования с использованием
электрогидравлического эффекта: а
— получение гофров.на трубчатой
заготовке; б — штамповка плоской
заготовки; 1 — рас* положение электродов;
2
— распространение ударной волны; 3
— заготовка;
4—
матрица

Рис. 11. Зависимость высоты гофра Упри штамповке с использованием электрогидравлического эффекта:
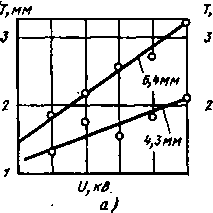 а
— от напряжения разряда при искровом
промежутке 2 мм; б — от величины искрового
промежутка при диаметре трубы 6,4 мм
а
— от напряжения разряда при искровом
промежутке 2 мм; б — от величины искрового
промежутка при диаметре трубы 6,4 мм
деформируется создающимся давлением и облегает стенки матрицы 8, принимая требуемую форму. Воздух из полости матрицы выходит через трубки 9. Матрица сверху закрывается массивной крышкой 7.
На рис. 10 показаны принципиальные схемы получения гофров на трубчатой заготовке (рис. 10, а) и штамповки плоской заготовки (рис. 10, б). На графиках рис. 11 приведены зависимости высоты гофра от напряжения разряда (а) и искрового промежутка (б).
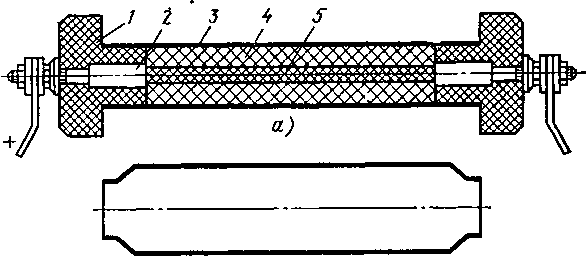
Рис. 12. Безматричная раздача труб:
а — схема; б — форма трубы после взрыва
3. Рекомендуемые режимы запрессовки труб в трубных досках электрическим взрывом
Материал труб |
Размер труб, мм |
Прочность запрессовки, МПа |
Диаметр проволоки, мм |
Напряжение разряда, кВ |
Материал переходной втулки |
Титан |
6x1,5 |
30,0 |
|
|
— |
|
|
|
0,6 |
g |
|
|
|
|
|
|
|
Сталь: 10 |
10X1,5 |
7,5 |
|
|
|
12х18н9т |
20,0 |
|
12 |
- |
|
|
10x1 |
16,0 |
0,8 |
|
- |
|
|
7,0 |
|
|
|
|
|
|
|
|
|
|
16x2 |
|
|
|
|
|
|
|
|
|
|
Латунь Л70 |
- |
|
0,6 |
10 |
— |
|
19x1 28X1 |
2,5 |
0,8 |
|
Вакуумная резина |
Сталь: 12х18н9т |
38x2,0 |
|
|
16 |
Полиэтилен |
10 |
38x3 57x3 |
|
1.0 |
14 18 |
|
Алюминий |
100X2 |
Формовка |
1,2 |
20 |
|
Примечания: 1. Режимы запрессовки труб даны при длине запрессовки, равной 50 мм; при большей или меньшей длине запрессовки режим следует соответственно изменять. При этом целесообразно увеличивать напряжение. 2. Емкость 80 мкф.
Р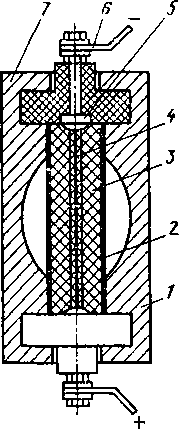 ис.
13. Схема формования трубчатых заготовок
с использованием электрогидравлического
эффекта
ис.
13. Схема формования трубчатых заготовок
с использованием электрогидравлического
эффекта
Безматричную раздачу труб с использованием теплового взрыва производят по схеме, показанной на рис. 12, а. По длине формуемой трубы 3 устанавливают переходную полиэтиленовую втулку 4 с взрывным стержнем 5. По концам трубы вставляют текстолитовые упоры 1 с электродами 2. При подаче импульса тока на взрывной стержень последний испаряется, образуя соответствующий объем газов, которые через переходную втулку раздают трубу до формы, показанной на рис. 12, б. Цилиндричность трубы сохраняется, стенки утоняются.
На рис. 13 показана схема электровзрывного формования трубчатых заготовок. Кольцевая выпуклость сферической формы в трубчатой заготовке 2 создается за счет взрыва взрывного стержня 4, центрируемого переходной втулкой 3 в матрице 7. У торцов матрицы имеются расточки под вкладыши 1 электродов 5.
Электроды через шины 6 подключаются к коаксиальному выводу генератора импульсных токов и контактируют с взрывным стержнем 4.
Электрический импульсный разряд в жидкости применяется для крепления (запрессовки) труб в трубных досках. На рис. 14 показано несколько электрогидравлических головок с лабиринтными глушителями, позволяющими удалять газовые пузыри и воздух из зоны разряда. В табл. 3 приведены режимы проведения этой операции.
В табл. 4—5 даны характеристики импульсных конденсаторов, являющихся важнейшим элементом в импульсных генераторах установок ЭГО.
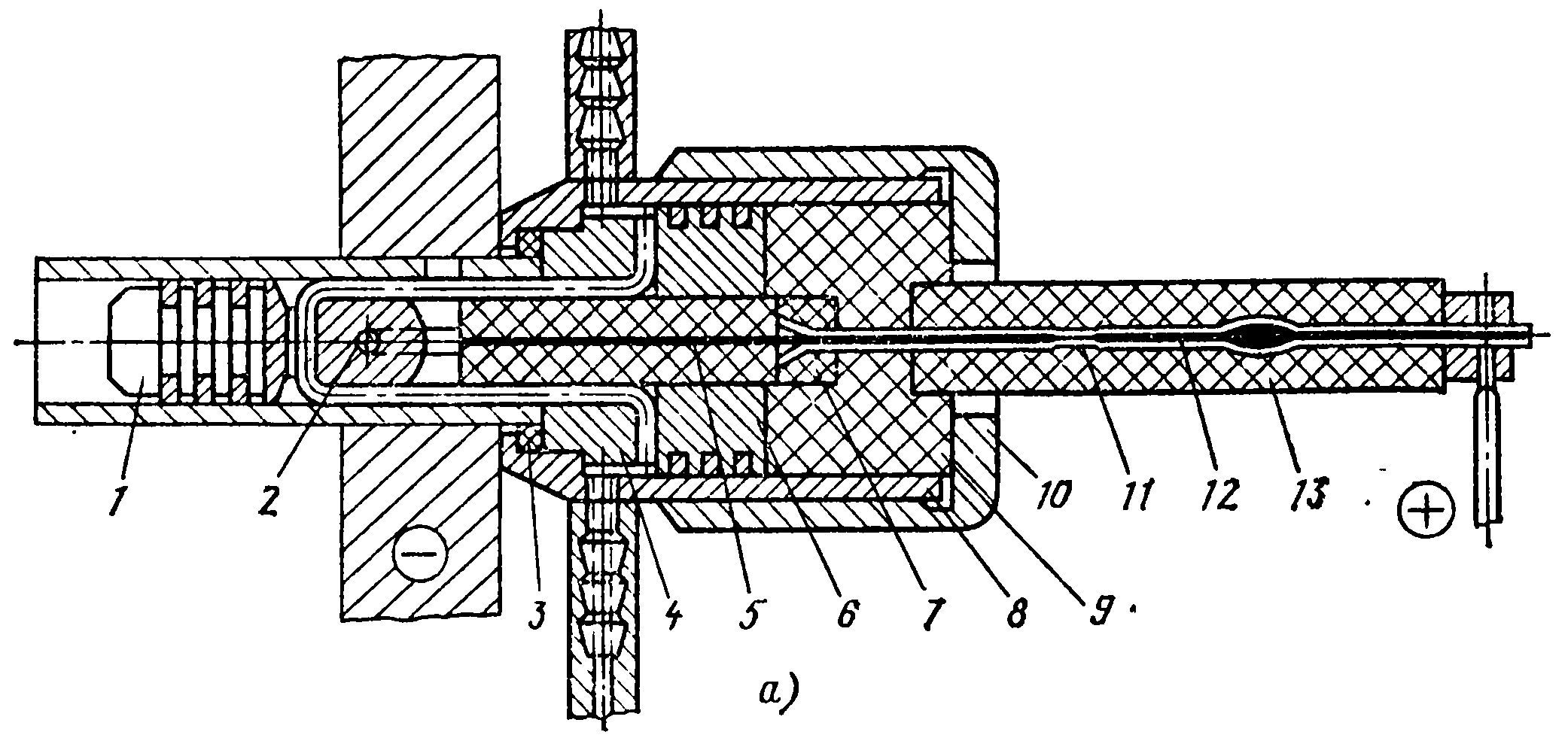
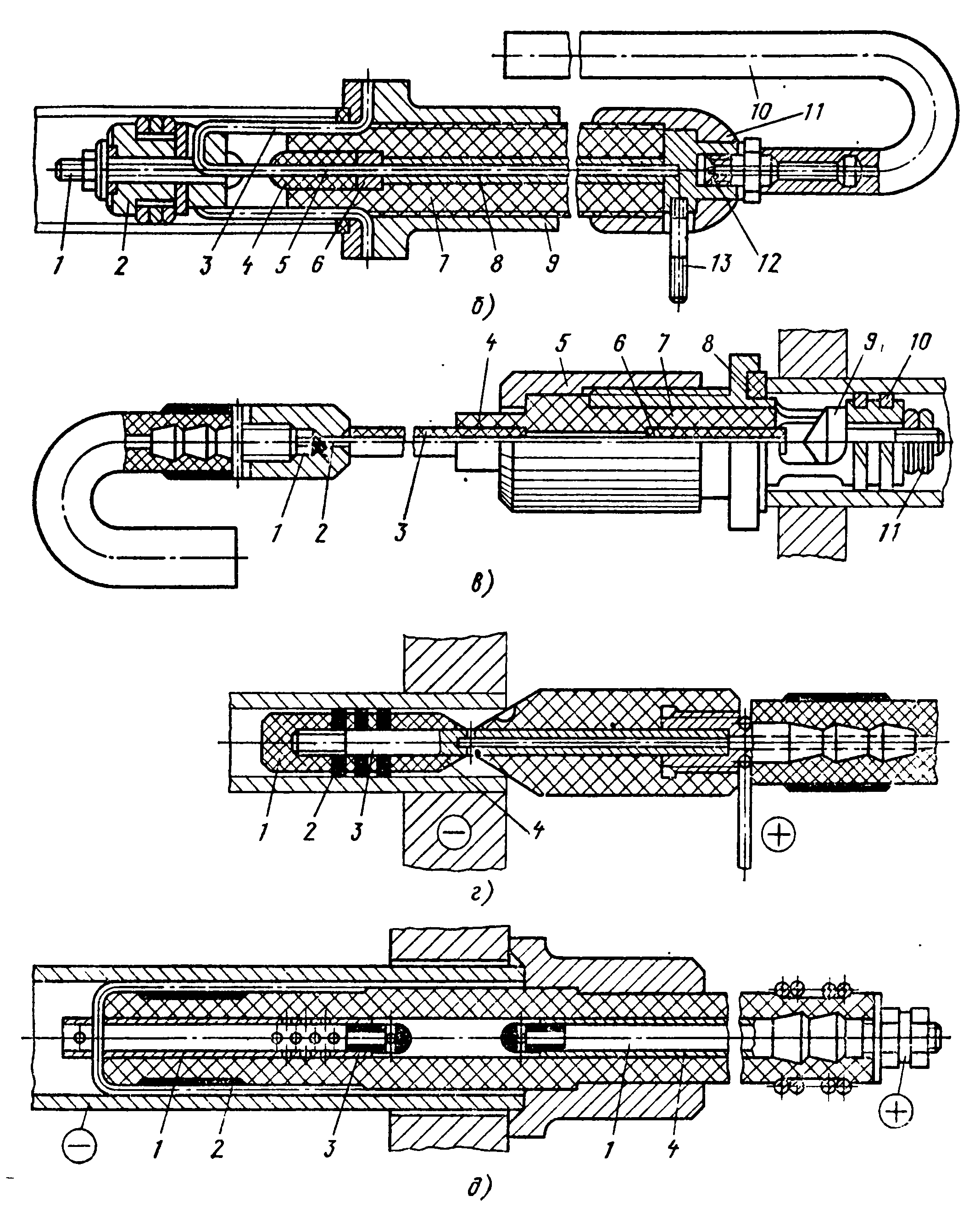
Рис. 14. Электрогидравлические головки для крепления труб в трубных досках: а — с замкнутым циклом прохождения воды: / — электрод-уплотнитель; 2 — стяжки; 3 — уплотнительное кольцо; 4 — крестовина; 5 — изоляция кабеля; 6 — прижим; 7 — упор электрода; 8 — корпус; 9 — переходник; 10 — гайка; 11 — трубка; 12 — электрод; 13 — шланг; б — со стержневым лабиринтом: 1 — лабиринтный глушитель в форме стержня со спиральной канавкой; 2 — уплотнительный электрод; 3 — стяжки; 4 — сменная изоляция трубчатого электрода; 5 — трубчатый электрод; 6 — упор трубчатого электрода; 7 — корпусная втулка; 8 — трубка изоляционная из вакуумной резины; 9 — держатель; 10 — резиновый шланг; 11 — переходник; 12 — шариковый клапан; 13 — токопровод; в — втулочного типа: 1 — лабиринтная шайба; 2 — трубчатый электрод; 3 — шланг из вакуумной резины; 4 — переходник из капрона или текстолита; 5 — стяжная стальная втулка; 6 — .упор; 7 — сменная изоляция электрода из полиэтилена или неопрена; 8 — уплотнительное резиновое кольцо; 9 — электрод; 10 — уплотнительные латунные кольца; И — гайки; г — с радиальным искровым промежутком: 1 — гайка-упор уплотнителя; 2 — резиновые уплотнительные кольца; 3 — электрод; 4 — отражатель из капрона или полиэтилена; д — закрытого типа; 1 — разрядные электроды; 2 — контактные электроды; 3 разрядные ниппели; 4 — полиэтиленовые или неопреновые втулки