

Контроль качества цементованных изделий.
В результате цементации и термической обработки поверхностный слой должен иметь следующие структуры:
мелко игольчатый высокоуглеродистый мартенсит
небольшое колличество избыточных карбидов глобулярной формы
остаточный аустенит (15 .. 20 %)
Сердцевина углеродистых сталей состоит из феррита и перлита (сорбит иногда), а у легированных сталей – феррита и мартенсита (бейнит). В микроструктуре слоя не допускается крупно игольчатый мартенсит, сетка цементитов или карбидов, скопление карбидов и остаточный аустенит больше 25%. Так же не допускается наличие структур не мартенситного происхождения (троостит) (трооститная сетка по границам). Рост ширины феррита – цементитных структур в поверхностных зонах слоя до 250 мкм снижает предел изгибно-усталостной прочности. Например, зубья шестерёнок – 40%, а долговечность падает в 5 раз.
Допустимые пределы отклонения в структуре (в свойствах) устанавливаются в соответствие с принятыми для данной детали стандартами (ОСТы 23.4.52-83). Для каждой структурной составляющей существует своя шкала бальности, по которой ведётся контроль. Стандарты разработаны применительно к конкретным условиям производства и назначения изделий. В сердцевине данной детали (например, шестерни) повышенную прочность и достаточную вязкость обеспечивает низко углеродистый мартенсит. Не допускается выделение в сердцевине сетки или обособленных участков феррита, так как его присутствие снижает прочность, пластичность, вязкость сердцевины.
Свойство цементованного слоя в основном определяется по структуре, а именно соотношением структурных составляющих, формой и размером карбидных фаз (влияющих на механические свойства), и по твёрдости (как поверхностного слоя так и сердцевины): твёрдость поверхностного слоя для углеродистых сталей 60 .. 64 HRC, сердцевины – 30 .. 45 HRC.
Как контролируется твёрдость: образец-свидетель – для измерения твёрдости по Роквеллу (HRC) – на нём проводится контроль толщины цементованного слоя. Чаще всего в практических условиях измеряется не общая, а эффективная толщина слоя. В качестве базового параметра принимают микроструктуру до границы феррито-перлитной зоны. То есть до появления феррита или структуры, содержащей 50% перлита и 50% феррита. Это будет соответствовать углероду 0,4%. На образце-свидетеле толщина слоя определяется линейным методом при увеличении х100.
Контроль содержания углерода: у образца-свидетеля делают химический анализ.
Нитроцементация и цианирование. Особенности совместной диффузии в стали с и n.
Нитро цементация и цианирование
Это поверхностное насыщение стали одновременно углеродом и азотом в газовой среде (нитро цементация), или расплавленных цианистых ваннах (цианирование) (в NaCN, KCN).
Высокотемпературная нитро цементация и цианирование проводятся при температурах 850 .. 870°С. Применяется для конструкционных низкоуглеродистых сталей.
Проводится для улучшаемых сталей, для коррозионностойких сталей, для инструментальныхбыстро режущих сталей. Цель нитро цементации и цианирования – повышение износостойкости, пределовыносливости, сопротивление истиранию, повышение коррозионной стойкости поверхностного слоя деталей.
О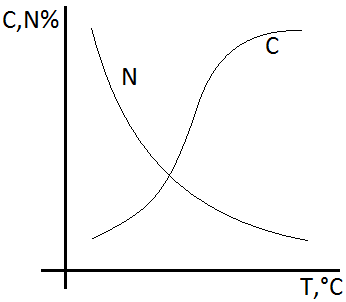 собенности
совместной диффузии углерода и азота
в сталь
собенности
совместной диффузии углерода и азота
в сталь
При увеличении температуры процесса содержание азота в диффузионном слое уменьшается, а содержание углерода непрерывно увеличивается.
Азот, диффундируя в сталь вместе с углеродом, оказывает существенное влияние на степень насыщения поверхностного слоя углеродом, и на глубину диффузии углеродом. Азот понижает температурную область существования γ-железа (аустенит), т.е. понижает температуру углеродного эвтектоидного превращенияс 727°С до 590°С, и способствует интенсивному науглероживанию сталей при более низких температурах, чем при цементации.
П ри
нитро цементации процесс насыщения
углеродом и азотом в газовой среде при
высокой температуре имеет две стадии,
разные по кинетике:
ри
нитро цементации процесс насыщения
углеродом и азотом в газовой среде при
высокой температуре имеет две стадии,
разные по кинетике:
В течении 1 – 3 часов сталь насыщается и углеродом, и азотом.
Продолжается насыщение поверхности углеродом и происходит десорбция азота, т.е. выход части адсорбированных атомов азота с поверхности в газовую среду
Десорбция азота – результат кинетического взаимодействия атомов азота и углерода в стали, т.е. в определённых условиях механизм взаимодействия азота и углерода при их совместной диффузии в сталь заключается в том, что преобладаетпроникновение одного элемента (углерода) и торможение проникновения другого (азота). Газовая среда не меняется (контролируется и является постоянной).
Преимущества нитро цементации перед газовой цементацией
Процесс нитро цементации получил широкое распространение в машиностроении для деталей, которые по условиям их работы должны иметь толщину диффузионного слоя до 1 мм (что меньше толщины слоя при газовой цементации).
При насыщении сталей азотом снижается температура α-γ превращения. Это позволяет везти процесс при более низких температурах, и, одновременно, в присутствии азота увеличивается диффузионная подвижность углерода в аустените.
При нитро цементации повышается износостойкость детали вследствие дополнительного насыщения азотом.
П
 онижение
температуры насыщения уменьшает
длительность процесса, т.е. снижается
время выдержки, что позволяет снизить
деформацию обрабатываемых деталей, а
так же уменьшить время на подстуживание
перед закалкой. Для высокотемпературной
нитро цементации (и для газовой
цементации) применяют одно и то же
оборудование, и одинаковые процессы
онижение
температуры насыщения уменьшает
длительность процесса, т.е. снижается
время выдержки, что позволяет снизить
деформацию обрабатываемых деталей, а
так же уменьшить время на подстуживание
перед закалкой. Для высокотемпературной
нитро цементации (и для газовой
цементации) применяют одно и то же
оборудование, и одинаковые процессы
термической обработки.
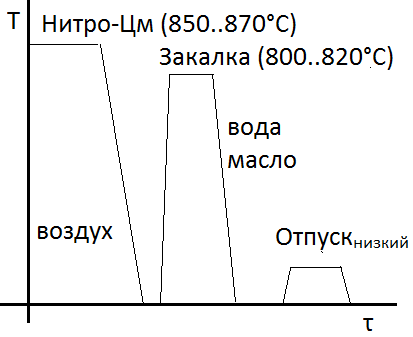
Технология нитроцементации
Температура нагрева – 850 .. 870°С. В качестве газовой среды используют:
8 .. 10 % природного газа (источник углерода) для получения в поверхностном слое 0,8 .. 1 % углерода. Сюда же 2 .. 5 % NH3(аммиак)(источник азота) для получения 0,2 .. 0,4 % азота. Остальное – эндотермический нейтральный газ.
В шахтных печах (жидкость) среда сентин, керосин, тританоламин (C2H5O)3N (всё это в виде капель) + добавляем аммиак.
П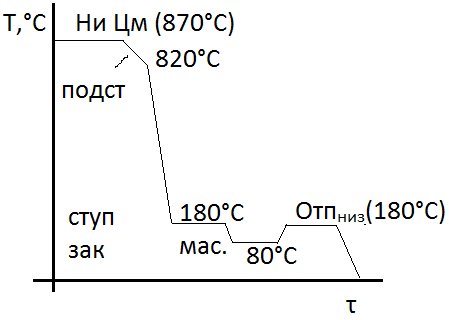 осле
насыщения проводится термическая
обработка:
осле
насыщения проводится термическая
обработка:
С повторным нагревом (как и в цементации)(воосновном для шахтных печей)
С подстуживанием (в безмуфильных агрегатах). Используются стали 25ХГТ, 25ХГМ. При подстуживании аустенит (~1%), насыщенный азотом, распадается на карбо-нитриды и аустенит (~0,82%), с образованием фазы
 При закалке
При закалке
 .
При отпуске
.
При отпуске
 .
.