

7.Формирование производственной структуры технической службы.
Производственная структура отражает перечень производственных подразделений технической службы АТП, их численность, внутреннюю структуру и взаимосвязи, обуславливаемые технологическими и территориальными факторами.
1. Разделяем ТО-1 с Д1 и ТО-2 с Д-2 и переносим соответствующие доли трудоемкости ТО и численность исполнителей на посты диагностики.
2. Передача некоторых работ ТО ремонтным участкам. Рабочие в составе бригад ТО-1 и ТО-2 загружены, объёмы работ не передаются соответствующим участкам и отделениям.
3. Передача работ по самообслуживанию предприятия ремонтным участкам и отделениям.
Передаем: медницкие, сварочные, жестяницкие и кузнечные, слесарно-механические соответствующим участкам.
4. Объединение специализированных участков в одно производственное подразделение.
Объединяем: арматурный с обойным участки, сварочный с жестяницким.
5. Распределение рабочих производственных участков, зон и отделений по сменным звеньям и бригадам.
ЕО II и III смена;
ТО-1 III смена;
ТО-2 I и II смена;
Д1 III смена;
Д2 I смена;
ТР I,II и III смены;
Работы по самообслуживанию I,II и III смены;
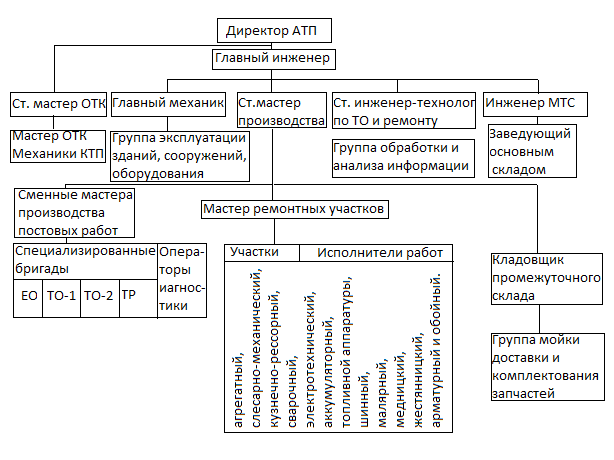
После
решения всех задач формирования
производственной структуры технической
службы составляется блок схема рис.1:
рис.1.
8. Расчёт линий и постов в производственных зонах и отделениях.
Исходя из выбранных и обоснованных ранее форм организации в данном разделе рассчитывается технологически необходимое количество линий и постов для ЕО, ТО-1, ТО-2, Д-1, Д-2, а также количество постов зоны ТР, сварочного, малярного, шинного отделений, зоны ожидания ТО и ТР.
А). Расчёт зон ЕО, ТО-1, ТО-2 и диагностики:
Для зон и отделений с постоянным перечнем и объёмом, расчет линий или постов ведется по двум основным параметрам: такту и ритму производства.
Если принят поточный метод производства, то количество линий рассчитывается по формуле:
 ,
где
,
где
 -
такт линии- интервал времени между двумя
последовательно сходящимися с линии
автомобилями.
-
такт линии- интервал времени между двумя
последовательно сходящимися с линии
автомобилями.
 -
ритм производства- доля времени работы
линии за смену, приходящаяся на выполнение
одного технического воздействия i-го
вида.
-
ритм производства- доля времени работы
линии за смену, приходящаяся на выполнение
одного технического воздействия i-го
вида.
Ритм производства:
 мин.,
где
мин.,
где
 -
продолжительность работы зоны (линии
или постов) за смену, ч.
-
продолжительность работы зоны (линии
или постов) за смену, ч.
 -
суточная программа данного воздействия,
ед.
-
суточная программа данного воздействия,
ед.
Такт линии периодического действия:
 мин.,
где
мин.,
где
 -
трудоёмкость технического воздействия
(ТО-1, ТО-2), выполняемого на данном посту,
чел.-ч.
-
трудоёмкость технического воздействия
(ТО-1, ТО-2), выполняемого на данном посту,
чел.-ч.
 -
количество рабочих постов на линии, без
учёта поста подпора. Принимается по
технологическим соображениям, исходя
из суточной программы (для линии ЕО - 2
поста).
-
количество рабочих постов на линии, без
учёта поста подпора. Принимается по
технологическим соображениям, исходя
из суточной программы (для линии ЕО - 2
поста).
 -
среднее количество рабочих на посту
линии.
-
среднее количество рабочих на посту
линии.
 -
время на перемещение автомобиля
конвейером с поста на пост:
-
время на перемещение автомобиля
конвейером с поста на пост:
 мин.,
где
мин.,
где
 -
длина автомобиля, м.
-
длина автомобиля, м.
а - принятый интервал между автомобилями, стоящими на постах линии, м.
 -
скорость перемещения автомобиля
выбранным конвейером, м/мин, определяется
из технической характеристики конвейера.
-
скорость перемещения автомобиля
выбранным конвейером, м/мин, определяется
из технической характеристики конвейера.
 -
время, затрачиваемое на организационные
мероприятия, предшествующие и завершающие
перемещение автомобиля с поста на пост.
-
время, затрачиваемое на организационные
мероприятия, предшествующие и завершающие
перемещение автомобиля с поста на пост.