

Схема роста кристаллитов в сварочной ванне
•Температура, при которой начинается
кристаллизация, называется ликвидусом.
•Температура, при которой заканчивается кристаллизация, называется солидусом.
•В процессе кристаллизации металла шва формируется его первичная структура, так называемая макроструктура.
•Первичная структура бывает столбчатой и
полиэдрической (равноосной).
•Столбчатая и полиэдрическая структуры могут быть ячеистыми, ячеисто-дендритными
и дендритными(игольчатыми).
На кристаллизацию расплавленного металла сварочной ванны оказывают влияние следующие условие:
•наличие в ванне центров кристаллизации в виде зерен основного металла на границе сплавления;
•одновременной с кристаллизацией ввод тепла в сварочную ванну движущимся сварочным источником энергии , скорость которого определяет скорость перемещения фронта кристаллизации;
•малый объем и непродолжительное существование расплавленный ванны, большие скорости роста кристаллов;
•значительный градиент температур в ванне, большой перегрев металла в центре шва;
•интенсивное перемешивание металла ванны;
•воздействие на кристаллизующийся металл термодеформационного цикла сварки.
•Сварочная ванна- слой расплавленного металла на поверхности свариваемых изделий, образующихся в процессе сварки. Сварочная ванна образуется в результате плавления свариваемых изделий и присадочных материалов (электродов).
•В процессе сварки сварочная дуга перемещается вдоль соединяемых деталей, постоянно образовывая сварочную ванну. От формы и размеров сварочной ванны зависят формы и размеры сварных швов и, следовательно, эксплуатационные характеристики получаемых сварных соединений.
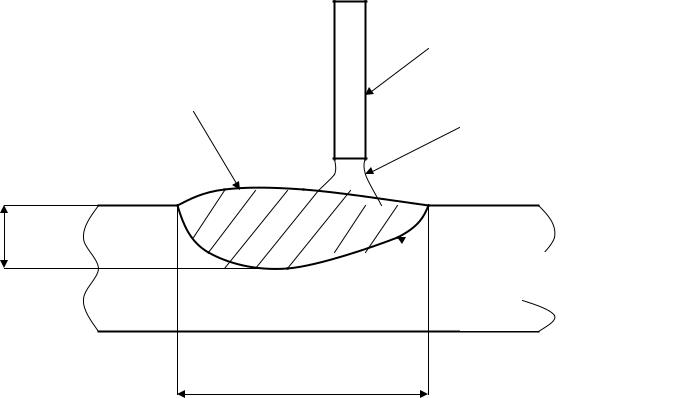
Геометрические
параметры сварочной ванны
H
электрод
Сварочная ванна
Сварочная дуга
 Зона провара (проплавления) металла
Зона провара (проплавления) металла
L

Коэффициент формы проплавления:
(4) |
пр |
В |
|
Н |
|||
|
Коэффициент полноты проплавления:
пр Fпр(5)
HB
где В-ширина расплавленного в свариваемом металле кратера, Н – глубина проплавления (провара) (зона расплавления свариваемого металла), Fпр– площадь проплавления.
Длина сварочной ванны на пластине толщиной δ:
|
L= |
2 |
|
|
(6) |
|
(qэ / ) |
|
|
|
v4 c T |
2 |
||
|
|
|||
|
|
|
пл |
|
где: V-скорость движения дуги, или по эмпирической формуле L = K∙V J, где: K=2,8…3,6 мм/ква для сварки под флюсом. К=1,2…2,3 мм/ква для сварки открытой дуги. V – скорость сварки, J – сварочный ток, L- длина сварочной ванны.
Классификация сварочной ванны:
• По глубине: глубокие (образуются при сварке, когда электрод погружён в ванну) и мелкие (образуются на поверхности изделия, когда электрод не погружен в ванну).
•По способу образования: подвижные
(перемещающиеся в процессе сварки, образуются в процессе протяжённых сварных швов) и неподвижные (образуются при сварке в локальной области, когда электрод практически находится на одном месте или движется по кругу, при контактной сварке).
•По длине: протяжённые (в процессе сварки образуют линию) и локальные (в процессе сварки образуют скученность).
•Низкотемпературные (получаемые при относительно низких температурах) и
высокотемпературные (расплавленный металл перегревается в два и более раза относительно температуры плавления наплавляемого металла).
•Открытые (незащищённые, существуют при газовой сварке, когда не применяется ни газовая, ни флюсовая защита сварочной ванны от атмосферного воздуха), закрытые (защищённые, существуют при сварке под слоем флюса или при других способах защиты).
•Сварочные ванны, полученные в нижнем (формируются в основном за счёт силы тяжести) вертикальном и потолочном (формируются в основном за счёт сил давления сварочной дуги и сил поверхностного натяжения расплавленного металла) положениях свариваемых деталей. Особенностями формирования данных сварочных ванн является то, что они сформировываются под действием различных сил, действующих на металл сварочной ванны.